12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 312
6 TURN PLUS
300
Druhy vrtac ch operac
IAG generuje tyto vrtac cykly:
■
centrické předvrtán : G74
■
středěni: G72
■
vrtán
– nen nastaven parametr „hluboké vrtán ”: G71
– parametr „hluboké vrtán ” je nastaven: G74
■
kuželové zahlouben : G72
■
zarovnáván : G72
■
vystružován : G71
■
vrtán závitů: G73
■
středic navrtáván : G72
■
vrtán a zahlubován : G72
■
vrtán a závit: G73
■
vrtán a vystružován : G71 nebo G74
Pro
■
pevné nástroje: při vrtán na střed rotace
■
poháněné nástroje: při obráběn v ose C
Sn žen posuvu
Pro navrtáván a/nebo provrtán můžete definovat sn žen (redukci)
posuvu o 50%. Redukce posuvu při provrtáván se zap ná v
závislosti na typu vrtáku:
■
vrtáky s otočnými destičkami a šroubovité vrtáky s úhlem vrtán
180°: konec vrtán – 2*bezpečnostn vzdálenost
■
ostatn vrtáky: konec vrtán – délka náběhu – bezpečnostn
vzdálenost
(délka náběhu=špička vrtáku; bezpečnostn vzdálenost: viz
„parametr obráběn 9 vrtán resp. G47, G147”)
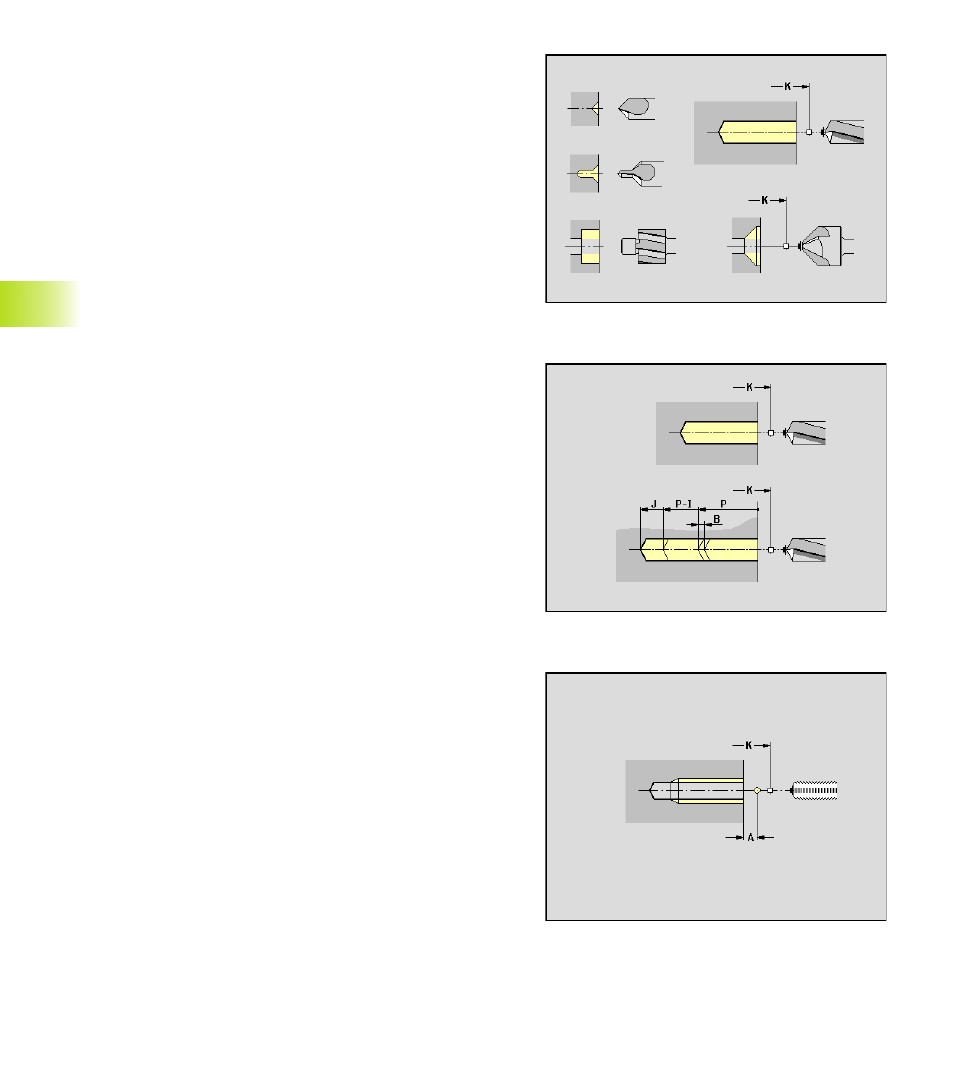
Parametry
K:
rovina návratu – standardně: zpět do výchoz polohy resp.
na bezpečnostn vzdálenost
D:
návrat (softklávesa „Dalš ”)
■
posuvem
■
rychloposuvem
E:
(časová prodleva k) doř znut
F50%: redukce posuvu – viz tabulku softkláves
Parametry (speciálně hluboké vrtán )
P:
1. hloubka vrtán
J:
minimáln hloubka vrtán
I:
redukce hloubky (hodnota redukce)
B:
délka odjet (délka zpětného pohybu) – standardně: návrat
do „výchoz ho bodu vrtán ”
Parametry (speciálně vrtán závitů)
A:
délka rozběhu – standardně: parametr obráběn 7 „rozběh
závitu [GAL]”
S:
otáčky zpětného pohybu – standardně: otáčky závitn ku
6.12 Interaktivn gener
ován pracovnch postupů (IAG)