7 kontrola zat žen, 1 referenčn obroben, 7 kontr ola zatžen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 66
3 Ručně ř zený a automatický provoz
54
3.7 Kontr
ola zatžen
3.7.1 Referenčn obroben
Při referenčn m obroben (sn mán c lových hodnot)
se zjiš uje točivý moment a práce každé
kontrolované oblasti, t.j. referenčn hodnoty.
CNC PILOT provede referenčn obroben , když:
■
nejsou stanoveny „parametry kontroly”
■
zvol te v dialogovém okně „Referenčn
obroben ” (po „navolen programu”) „ANO”.
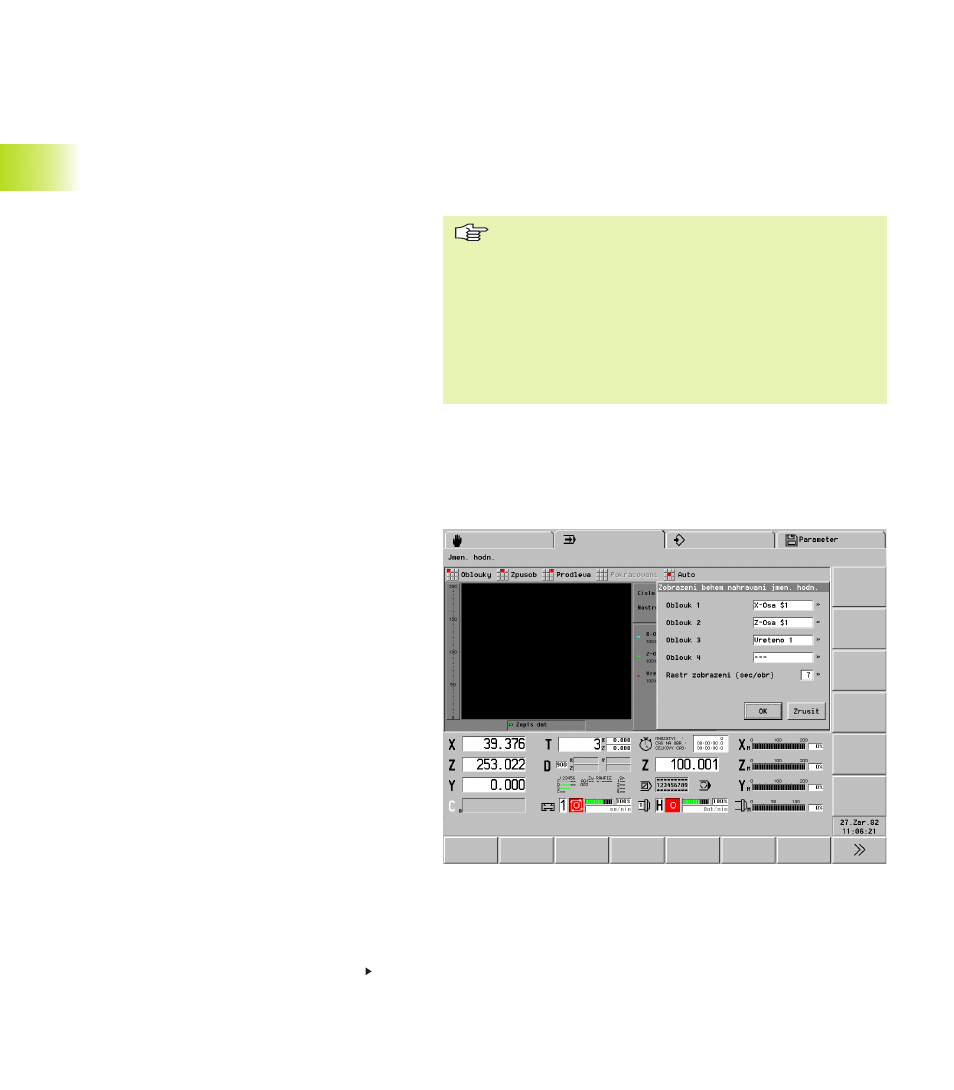
Navolen : „Ind(ikace) – Kontrola zat žen –
Indikace” (provozn režim Automatika).
Podmenu „Sn mán c lových hodnot”:
■
Položka menu „Křivky”
Vstupn m pol m „Křivka 1..4” přiřa te pohony.
„Rastr indikace” ovlivňuje přesnost a rychlost
zobrazen . „Malý rastr” zvyšuje přesnost
zobrazen (hodnoty: 4, 9, 19, 39 sekund na
obrázek).
■
Skupina menu „Modus”
■
Souřadnicová grafika: zobrazen točivých
momentů nad časovou osou
pokračován na dalš straně
3.7 Kontrola zat žen
Při výrobě pod kontrolou zat žen porovnává CNC
PILOT točivé momenty resp. „práci” pohonů s
hodnotami při „sn mán referenc ”.
Při překročen „mezn hodnoty točivého momentu
1” nebo „mezn hodnoty práce” se nástroj označ
jako „opotřebovaný”. Dojde li k překročen „mezn
hodnoty točivého momentu 2”, předpokládá CNC
PILOT lom nástroje a obráběn zastav (STOP
posuvu). Překročen mezn ch hodnot se sděl jako
chybová hlášen .
Kontrola zat žen označuje opotřebené nástroje V
„diagnostických bitech nástroje”. Použ váte li
kontrolu životnosti, přeb rá CNC PILOT správu
výměnných nástrojů (viz „4.2.4 Programován
nástrojů”). „Diagnostické bity nástroje” můžete
vyhodnocovat i v NC programu.
Při kontrole zat žen urč te v NC programu kontrolované oblasti a
definujete sledované pohony (G995). Mezn hodnoty točivého
momentu v rámci kontrolované oblasti se orientuj na maximáln
točivý moment zjištěný při referenčn m obroben .
CNC PILOT kontroluje hodnoty točivého momentu a práce při
každém cyklu a zobrazuje hodnoty v časovém rastru 20 ms. Mezn
hodnoty se vypoč távaj z referenčn ch hodnot a faktoru mezn ch
hodnot (parametr ř zen 8). Tyto mezn hodnoty můžete dodatečně
měnit v „Editován parametrů kontroly”.
■
Dbejte na stejné podm nky při referenčn m obroben a
pozdějš výrobě (úprava posuvu a otáček ručn m
proložen m, jakost nástrojů atd.)
■
V každé kontrolované oblasti se sleduj maximálně
čtyři agregáty.
■
Pomoc „G996 Druh kontroly zat žen “ ř d te
odmaskováván drah rychloposuvu a kontrolu točivým
momentem a/nebo prac .
■
Grafické a č slicové indikace prob haj relativně k
jmenovitým točivým momentům.