12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 309
HEIDENHAIN CNC PILOT 4290
297
6.12 Interaktivn gener
ován pracovnch postupů (IAG)
Přeb rac poloha v Z (LD):
■
0: přeb rac poloha ve strojovém rozměru 1
■
1..6: přeb rac poloha ve strojovém rozměru 1..6
■
¦ 0..6: přeb rac poloha – výpočet navržené hodnoty:
viz náčrt
Pracovn poloha v Z (LE): navržená hodnota: ofset nulového bodu
např. ze strojn ho parametru 1164 pro osu Z $1
Délka hotového d lce (LF): z popisu obrobku
Vzdálenost hrany dorazu (LH): vzdálenost referenčn bod skl č dla
– hrana dorazu up nac čelisti, zjištěná z druhého upnut
Minimáln dráha posuvu (I):
■
bez najet na pevný doraz: bezpečnostn vzdálenost na
přeb raný obrobek – navržená hodnota: z „bezpečnostn
vzdálenosti na polotovar” (parametr obráběn 2)
■
s najet m na pevný doraz: viz Př ručku ke stroji
Maximáln dráha posuvu (J):
■
bez zadán : bez najet na pevný doraz
■
se zadán m: s najet m na pevný doraz – význam
parametrů I a J: viz Př ručku ke stroji
1, když 2 obrobek (U): je bez významu
pokračován na dalš straně
Průběh up chnut a předán obrobku:
vyberte svislý prvek, u něhož se má upichovat –
TURN PLUS otevře dialogové okno expertn ho
programu
překontrolujte/doplňte parametry „Upichován ”
po stisknut OK se provede up chnut
definujte data up nadel a polohu pro druhé
upnut
překontrolujte/doplňte parametry „Předán
obrobku”
po stisknut OK se provede předán obrobku
TURN PLUS zap še zjištěné parametry jako
navržené hodnoty. Tyto zápisy překontrolujte př p.
doplňte.
Význam parametrů předáván závis na
jménu expertn ho programu.
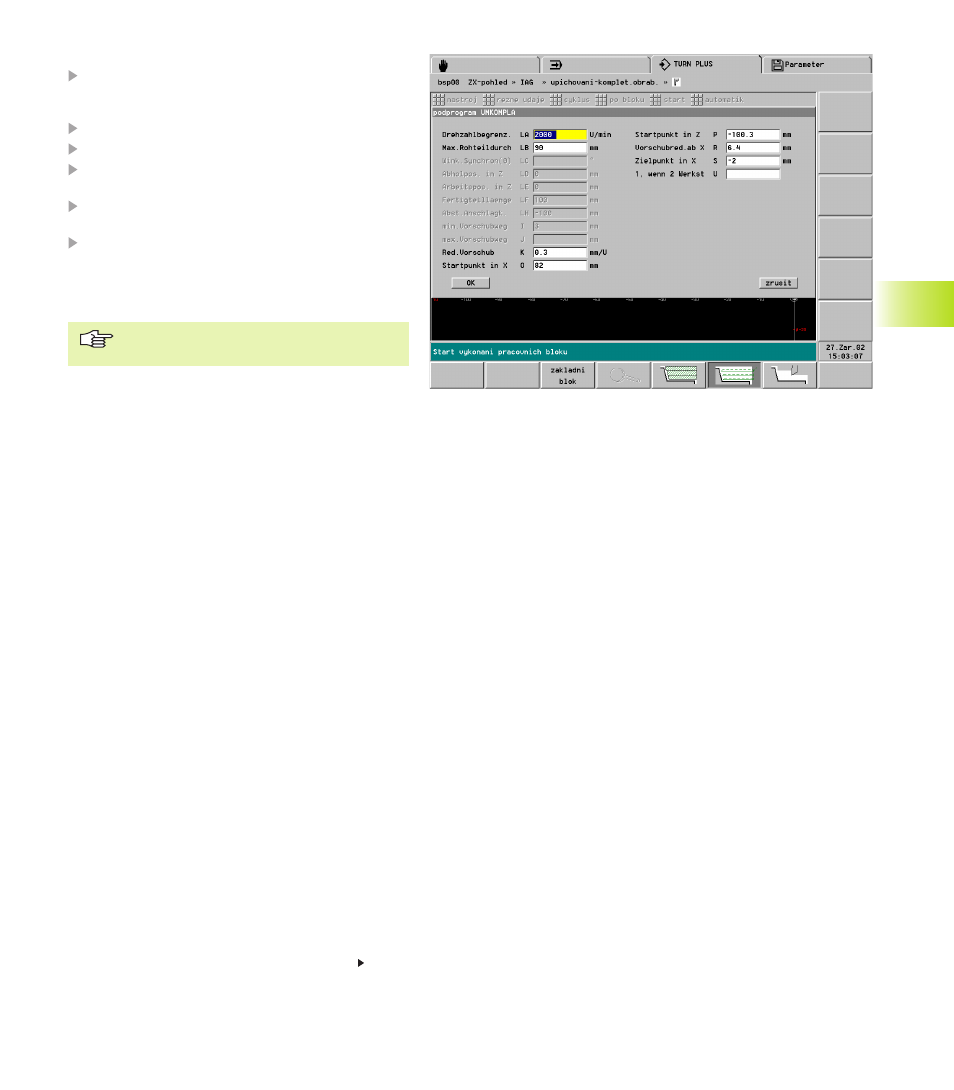
Parametry předáván u expertn ho programu
„UMKOMPLA”
„Upichován ” (viz náčrt)
Omezen otáček (LA): pro upichován
Maximáln průměr polotovaru (LB): navržená
hodnota: z popisu obrobku
Redukovaný posuv (K): pro upichován
■
0: bez redukce posuvu
■
>0: (redukovaný) posuv
Výchoz bod v X (O): pro upichován – navržená
hodnota: z popisu obrobku
Výchoz bod v Z (P): pro upichován – navržená
hodnota: svislý prvek z „výběru”
„Předán obrobku” (viz též „6.11 Př prava –
Přepnut ”)
Otáčkový nebo úhlový synchronn chod (LC):
■
0: úhlový synchronn chod bez úhlového
přesazen
■
>0: úhlový synchronn chod se zadaným
úhlovým přesazen m
■
<0: otáčkový synchronn chod