7 cykly soustružen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 142
4 DIN PLUS
130
4.7 Cykly soustružen
pokračován na dalš straně
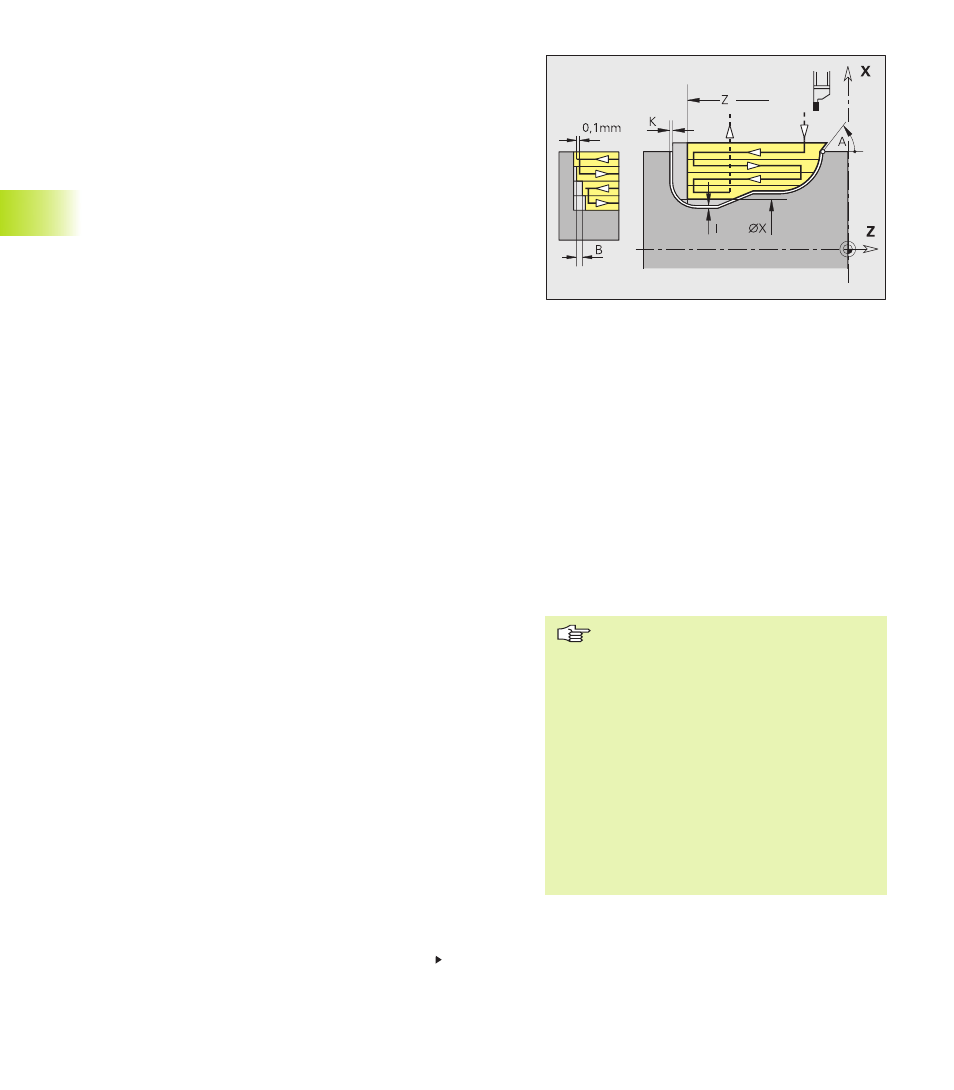
Cyklus zapichován a soustružen G869
G869 obrob axiálně/radiálně část obrysu popsanou pomoc ”NS,
NE”. D ky stř davým zápichovým a hrubovac m pohybům proběhne
obráběn s minimáln m počtem odsuvových a př suvových pohybů.
Obráběný obrys může obsahovat několik prohlubn . Podle potřeby
se obráběná plocha rozděl do několika úseků.
Podle definice nástroje CNC PILOT rozpozná, zda se jedná o
radiáln nebo axiáln zápich.
Pomoc ”NS NE” stanov te směr obráběn . Je li obráběný obrys
tvořen pouze jediným prvkem, plat :
■
programováno pouze NS: obráběn ve směru definice obrysu
■
programováno NS a NE: obráběn proti směru definice obrysu
V závislosti na materiálu, rychlosti posuvu atd. se břit při operaci
soustružen ”překlop ”. Chybu př suvu, která t m vznikne,
zkorigujete ”korekc hloubky soustružen R”. Tato hodnota se
zpravidla zjišt'uje empiricky.
Od druhého př suvu se při přechodu ze soustružen na zapichován
obráběná dráha zmenš o ”š řku přesazen B”. Při každém dalš m
přechodu ze soustružen na zapichován na tomto boku se
provede redukce o ”B” nav c k dosavadn mu přesazen . Součet
těchto ”přesazen ” je omezen na 80% efektivn š řky břitu (efektivn
š řka břitu = š řka břitu 2*radius břitu). Je li třeba, CNC PILOT
zmenš programovanou š řku přesazen . Zbývaj c materiál se na
konci hrubován zápichu obrob jedn m zápichovým záběrem.
Jednosměrné soustružen (U=1): hrubován prob há ne směru
obráběn ”NS NE”.
Nejjednodušš formu programován představuje zadán NS resp.
NS a NE a P.
Parametry
NS: č slo počátečn ho bloku (začátek části obrysu nebo
odvolávka na zápich popsaný pomoc G22 /G23 Geo)
NE: č slo koncového bloku (konec části obrysu) odpadá, je li
obrys definován pomoc G22 /G23 Geo
P:
maximáln př suv
R:
korekce hloubky soustružen pro obroben načisto
standardně: 0
I:
př davek ve směru X (rozměr průměru) standardně: 0
K:
př davek ve směru Z standardně: 0
X:
omezen řezu (rozměr průměru) standardně: řez bez
omezen
Z:
omezen řezu standardně: řez bez omezen
A, W: úhel najet , úhel vyjet standardně: proti směru zapichován
Q:
průběh standardně: 0
■
Q=0: hrubován a načisto
■
Q=1: jen hrubován
■
Q=2: jen načisto
Prováděn cyklu (při Q=0 nebo 1)
1 vypočte úseky obráběn a rozdělen řezů
2 provede př suv z bodu startu pro prvn řez se
zřetelem na bezpečnostn vzdálenost (radiáln
zápich: nejprve směr Z, pak směr X, axiáln
zápich: nejprve směr X, pak směr Z)
3 provád zápich (zapichován )
4 obráb kolmo ke směru zapichován (soustružen )
5 opakuje 3...4, až je obráběná oblast obrobena
6 opakuje př padně 2...5, až jsou obrobeny
všechny úseky obráběn
7 je li Q=0: dokonč obrys načisto
G869 předpokládá nástroje typu 26*.
Omezen řezu: Poloha nástroje před
vyvolán m cyklu je směrodatná pro
proveden omezen řezu. CNC PILOT
ub rá materiál na té straně omezen
řezu, na n ž nástroj stoj před vyvolán m
cyklu.
Korekce radiusu břitu: provád se
Př davek G57: ”zvětšuje” obrys (i vnitřn
obrysy)
Př davek G58:
■
>0: ”zvětšuje” obrys
■
<0: nezapoč tává se
Př davky G57/G58 se po konci cyklu
smažou