9 vrtac cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 159
HEIDENHAIN CNC PILOT 4290
147
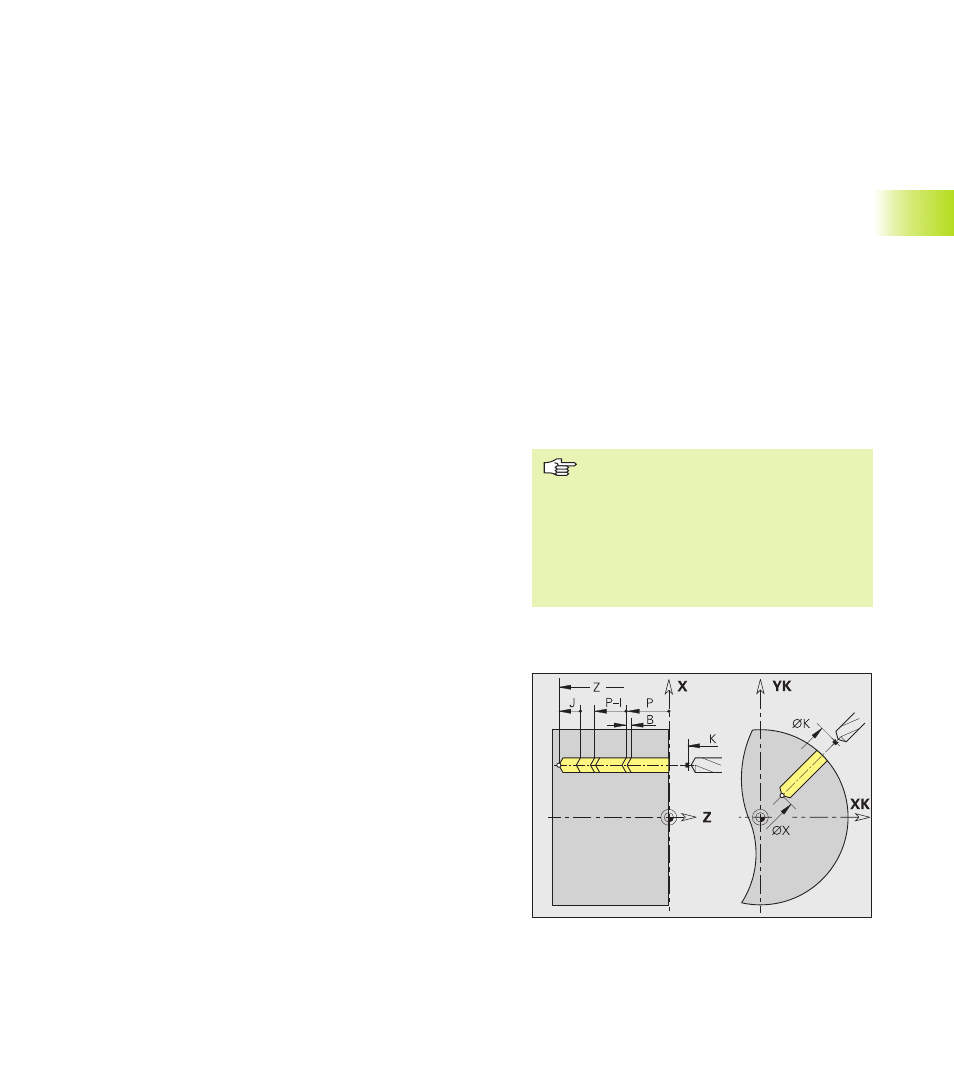
Hluboké vrtán G74
G74 vytvář axiáln a radiáln d ry v několika stupn ch pevnými nebo
poháněnými nástroji.
Prvn operace vrtán se provede do „1. hloubky vrtán P”. V každém
dalš m stupni vrtán se hloubka zmenš o „hodnotu redukce I”,
přičemž se nejde pod hodnotu „minimáln hloubky vrtán J”. Po
každé dalš vrtac operaci se vrták vytáhne o „vzdálenost zpětného
pohybu B” př padně zpět do „výchoz ho bodu vrtán ”.
Tento cyklus se použ vá pro:
■
jednotlivé d ry bez popisu obrysu
■
d ry s popisem obrysu (jednotlivé d ry nebo plány děr) část
programu:
■
ČELO
■
ZADNÍ STRANA
■
PLÁŠŤ
Na typu vrtáku závis , kdy zapne redukce posuvu:
■
vrtáky s otočnými destičkami a šroubovité vrtáky s úhlem vrtán
180°:
redukce při konci vrtán – 2*bezpečnostn vzdálenost
■
ostatn vrtáky:
konec vrtán – délka zař znut – bezpečnostn vzdálenost
(Délka zař znut = špička vrtáku; bezpečnostn vzdálenost: viz
„Parametr obráběn 9 Vrtán resp. G47, G147”)
Parametry
NS: č slo bloku obrysu d ry (G49 , G300 nebo G310 Geo) – bez
zadán : jednotlivé d ry bez popisu obrysu
X, Z: poloha, vzdálenost – koncový bod axiáln ch/radiáln ch děr
(X rozměr průměru)
P:
1. hloubka vrtán
I:
hodnota redukce – standardně: 0
B:
vzdálenost zpětného pohybu – standardně: návrat do
„výchoz ho bodu vrtán ”
J:
minimáln hloubka vrtán – standardně: 1/10 z P
E:
časová prodleva (k doř znut na konci d ry) – standardně: 0
V:
redukce posuvu (50%) – standardně: 0
■
V=0 nebo 2: redukce posuvu na začátku
■
V=1 nebo 3: redukce posuvu na začátku a na konci
■
V=4: redukce posuvu na konci
■
V=5: bez redukce posuvu
Výjimka: při V=0 a V=1: bez redukce posuvu při navrtáván
vrtáky s vyměnitelnými destičkami a šroubovitými vrtáky s
úhlem vrtáku 180°
D:
rychlost návratu a př suv uvnitř d ry – standardně: 0
■
D=0: rychloposuv
■
D=1: posuv
K:
rovina návratu (radiáln d ry: rozměr průměru) – standardně:
do výchoz polohy resp. na bezpečnostn vzdálenost
4.9 Vrtac cykly
Prováděn cyklu
1 u „d ry bez popisu obrysu”:
Předpoklad: vrták je v bezpečnostn vzdálenosti
před d rou („bod startu”)
u „d ry s popisem obrysu”:
odjede v závislosti na „K” rychloposuvem do
„bodu startu”:
■
„K” nen naprogramováno: jede až na
bezpečnostn vzdálenost
■
K je naprogramováno: jede do polohy „K” a
pak najede na bezpečnostn vzdálenost
2 navrtáván – redukce posuvu v závislosti na „V”
3 vrtán v několika stupn ch
4 provrtán – redukce posuvu v závislosti na „V”
5 návrat – rychloposuvem/posuvem v závislosti na
„D”
6 poloha návratu závis na „K”:
■
K nen naprogramováno: návrat do „bodu
startu”
■
K je naprogramováno: návrat do polohy „K”
■
Jednotlivá d ra bez popisu obrysu:
programujte alternativně „X nebo Z”.
■
D ra s popisem obrysu: „X, Z” se
neprogramuje.
■
Plány děr: „NS” se vztahuje k obrysu
d ry (nikoli k definici plánu).
■
„Redukce posuvu na konci” se provád
pouze při posledn m stupni vrtán .