12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 307
HEIDENHAIN CNC PILOT 4290
295
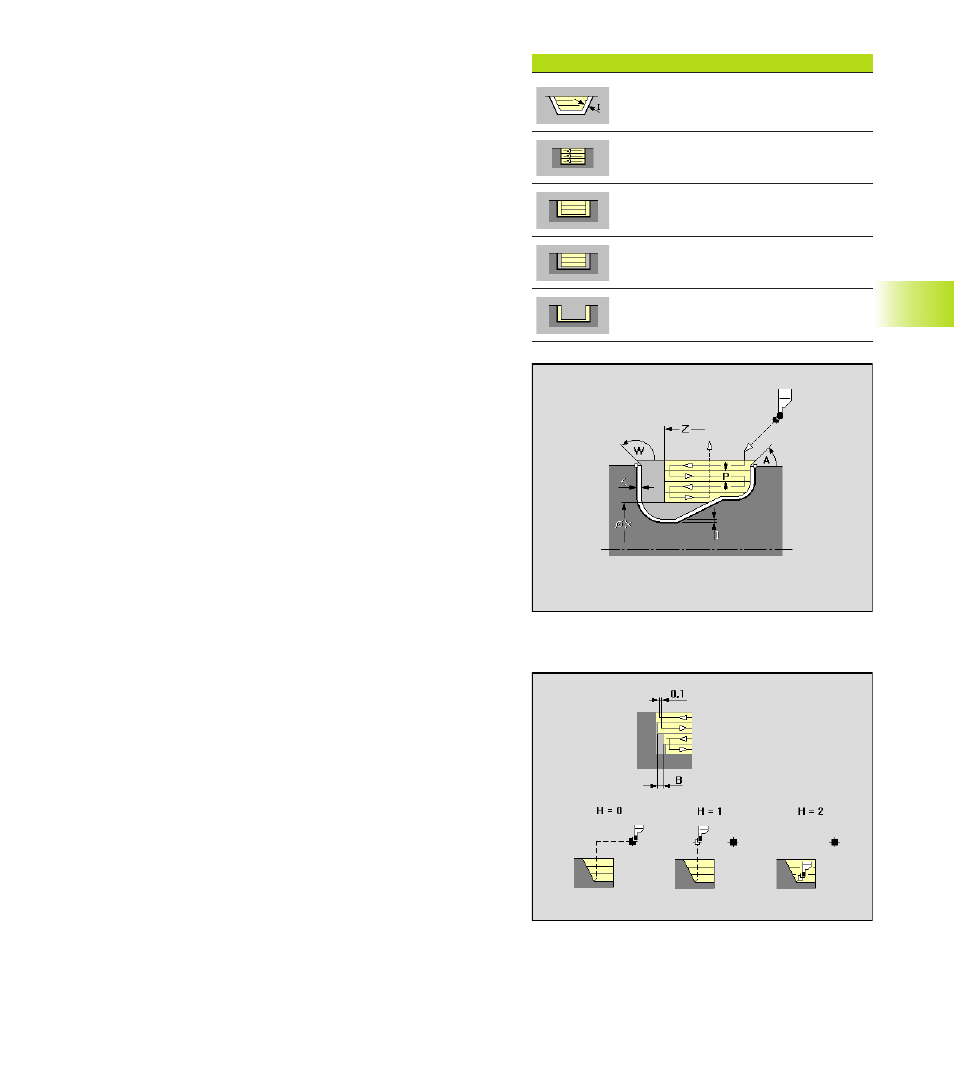
Zapichován a soustružen (G869)
CNC PILOT odeb rá materiál stř davými zapichovac mi a
hrubovac mi pohyby.
Parametry
P:
maximáln hloubka řezu
R:
korekce hloubky – v závislosti na materiálu, rychlosti
posuvu atd. se břit při operaci soustružen „překlop ”. Tuto
chybu př suvu zkorigujete „korekc hloubky soustružen R”.
Tato hodnota se zpravidla zjiš uje empiricky.
B:
Š řka přesazen – od druhého př suvu se při přechodu ze
soustružen na zapichován obráběná dráha zmenš o
„š řku přesazen B”. Při každém dalš m přechodu ze
soustružen na zapichován na tomto boku se provede
redukce o „B” – nav c k dosavadn mu přesazen . Zbývaj c
materiál se na konci hrubován zápichu obrob jedn m
zápichovým záběrem.
A, W:
úhel najet , úhel vyjet – vztah: osa Z – standardně: proti
směru zapichován
X, Z:
omezen řezu
Druh př davku nastaven : softklávesami
I, K:
rozd lný axiáln /radiáln př davek
I:
konstantn př davek – generuje „př davek G58” před
cyklem
S:
(jednosměrně/) obousměrně – nasaven softklávesami
Hrubován zápichu proběhne:
■
ANO (S=0): obousměrně
■
NE (S=1): jednosměrně ve směru definovaném při
výběru oblasti obráběn
O:
posuv při zapichován – standardně: aktivn posuv
E:
dokončovac posuv – standardně: aktivn posuv
H:
odjet na konci cyklu
■
H=0: zpět do výchoz ho bodu (axiáln zápich: nejprve
směr Z, pak směr X; radiáln zápich: nejprve směr X, pak
směr Z)
■
H=1: napolohován před hotový obrys
■
H=2: odjet do bezpečnostn vzdálenosti a zastaven
Postup: nastaven softklávesami
■
předp chnut a dokončen v jedné operaci
■
pouze předp chnut
■
pouze dokončen
Softklávesy „Zapichován a soustružen ”
nastavte př davek axiálně/radiálně
nebo konstantně
jednosměrně/obousměrně
hrubován a dokončen zápichu
hrubován zápichu
dokončen
6.12 Interaktivn gener
ován pracovnch postupů (IAG)