12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 308
6 TURN PLUS
296
Upichován
Upichován se provád expertn m programem zapsaným v
parametru obráběn 21 – „UP 100098”. Expertn programv dodává
výrobce stroje. Proto mohou vzniknout odchylky u dále
popisovaných parametrů. Na základě tohoto expertn ho programu,
př p. podle Př ručky ke stroji se ujistěte o významu parametrů a o
prováděn expertn ho programu.
TURN PLUS tyto parametry podle možnosti zjiš uje a zapisuje je
jako navrhované hodnoty. Tyto zápisy překontrolujte př p. doplňte.
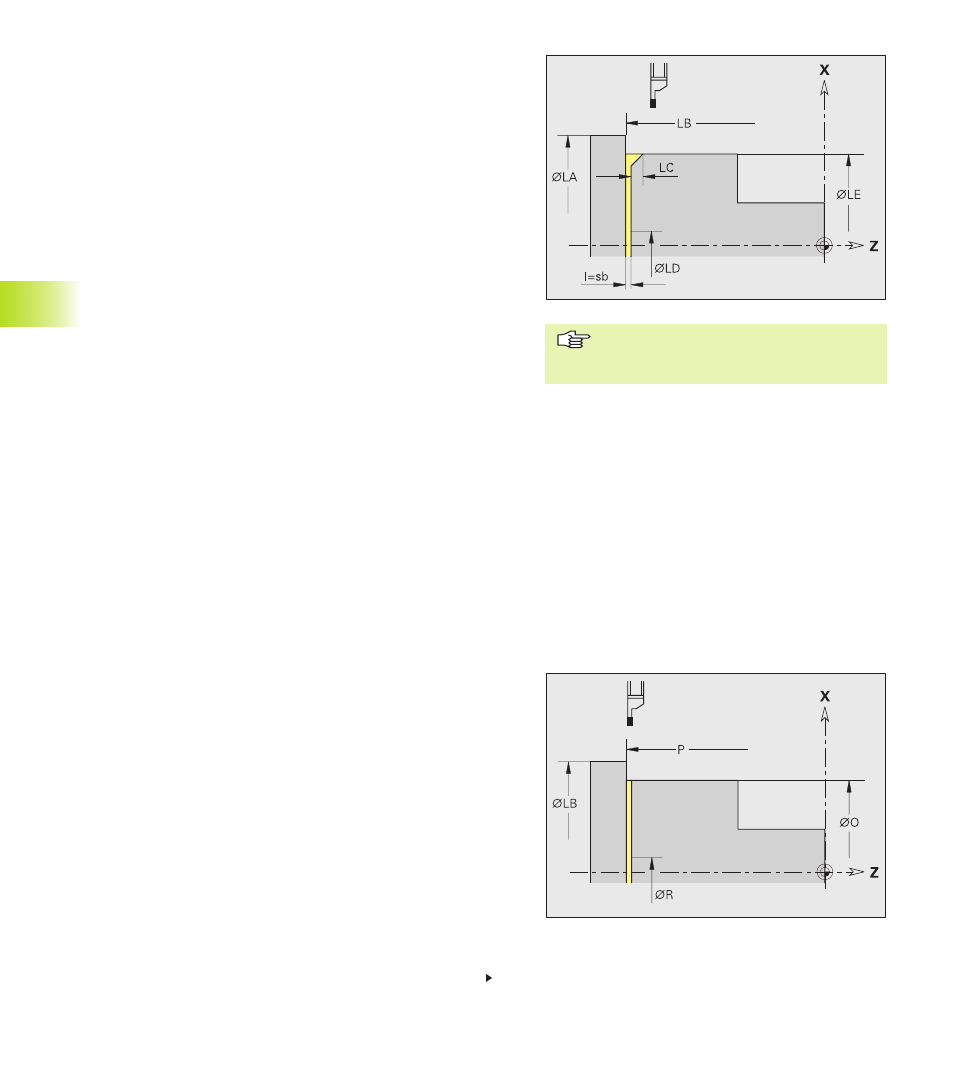
Parametry
Průměr tyče (LA):
Výchoz bod v Z (LB): TURN PLUS převezme polohu zjištěnou ve
výběru oblasti
Zkosen /zaoblen (LC):
■
< 0: š řka zkosen
■
> 0: radius zaoblen
Redukce posuvu od X (LD): pro „posledn dráhu” („redukovaný
posuv” je stanoven v expertn m programu
Průměr hotového d lce (LE): k zjištěn polohy zkosen /zaoblen
Vnitřn průměr (LF): expertn program tuto polohu o něco přejede,
aby se zajistilo spolehlivé up chnut
■
= 0: při plném materiálu
■
> 0: u trubky
Bezpečnostn vzdálenost (LH): k výchoz poloze X
Š řka nože (I): zpravidla se nevyhodnocuje
Výběr oblasti obráběn :
svislý prvek, u něhož se má up chnout –
a zkosen /zaoblen .
6.12 Interaktivn gener
ován pracovnch postupů (IAG)
pokračován na dalš straně
Parametry „Upichován ”
Up chnut a předán obrobku
TURN PLUS aktivuje expertn program (z parametru obráběn 21)
pro up chnut a předán obrobku. Který expertn program se použije,
to závis na zápisu „1. upnut vřeteno .. – 2. upnut vřeteno ..” v
záhlav programu:
■
stejné vřeteno (ručn přepnut ): zápis „UP ABHAND”
■
rozd lná vřetena (předán obrobku př davnénu vřetenu): zápis
„UP UMKOMPLA”
Expertn programy dodává výrobce stroje. Proto mohou u dále
popisovaných parametrů vzniknout odchylky. Na základě tohoto
expertn ho programu, př p. podle Př ručky ke stroji se ujistěte o
významu parametrů a o prováděn expertn ho programu.