5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 377
HEIDENHAIN CNC PILOT 4290
365
7.5 Parametry obráběn
Dokončován – analýza obráběn
■
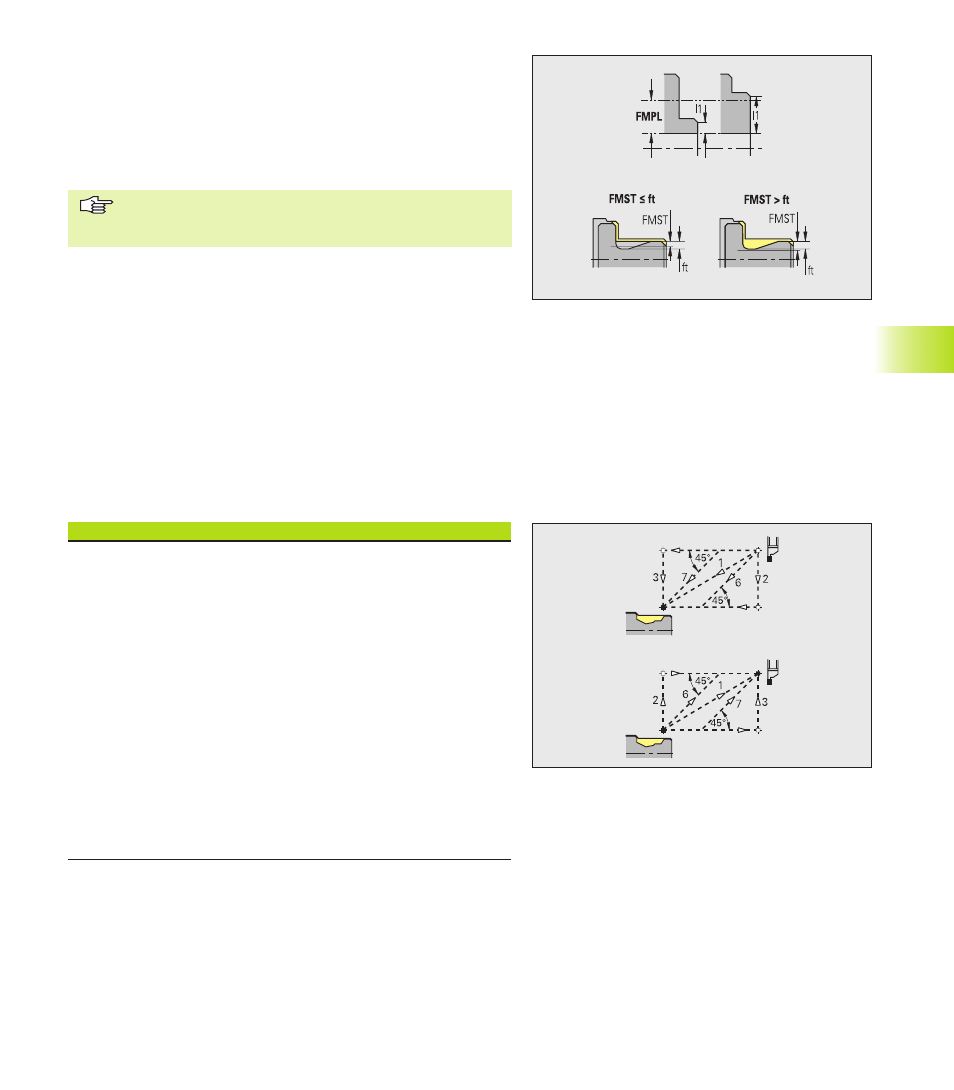
Minimáln radiáln délka [FMPL] – TURN PLUS přezkoumá
nejv ce vpředu uložený prvek dokončovaného vnějš ho obrysu.
Plat :
■
d lec s vnitřn m obrysem:
■
FMPL >= l1: bez zvláštn ho radiáln ho řezu
■
FMPL < l1: se zvláštn m radiáln m řezem
■
d lec bez vnitřn ho obrysu: vždy se zvláštn m radiáln m řezem
■
Zvláštn radiáln řez se provád zvenč dovnitř.
■
„Odchylka radiáln ho úhlu PWA” nemá na analýzu
radiáln ch prvků vliv.
■
Maximáln hloubka řezu [FMST] – definuje př pustnou hloubku
zanořen pro neobrobené odlehčovac zápichy. Dokončovac
cyklus (G890) na základě tohoto parametru rozhodne, zda se
odlehčovac zápichy (tvar E, F, G) obrob dokončovac m
obrysovým obráběn m. Plat :
■
FMST > ft: s obroben m odlehčovac ho zápichu (ft: hloubka
zápichu)
■
FMST <= ft: bez obroben odlehčovac ho zápichu
■
Počet otáček při zkosen nebo zaoblen [FMUR] – posuv se
sn ž natolik, aby se provedlo nejméně FMUR otáček
(vyhodnocen : dokončovac cyklus G890).
6 – Zapichován a obrysové zapichován
Zapichován – naj žděn a odj žděn
■
Naj žděn na vnějš zapichován [ANESA]
■
Naj žděn na vnitřn zapichován [ANESI]
■
Odj žděn z vnějš ho zapichován [ABESA]
■
Odj žděn z vnitřn ho zapichován [ABESI]
Obrysové zapichován – naj žděn a odj žděn
■
Naj žděn na vnějš obrysové zapichován [ANKSA]
■
Naj žděn na vnitřn obrysové zapichován [ANKSI]
■
Odj žděn z vnějš ho obrysového zapichován [ABKSA]
■
Odj žděn z vnitřn ho obrysového zapichován [ABKSI]
Způsob najet /odjet :
■
1: směr X a Z současně
■
2: nejprve směr X, pak směr Z
■
3: nejprve směr Z, pak směr X
■
6: vlečen , směr X před směrem Z
■
7: vlečen , směr Z před směrem X
Pohyby při naj žděn a odj žděn prob haj rychloposuvem (G0).