9 vrtac cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 158
4 DIN PLUS
146
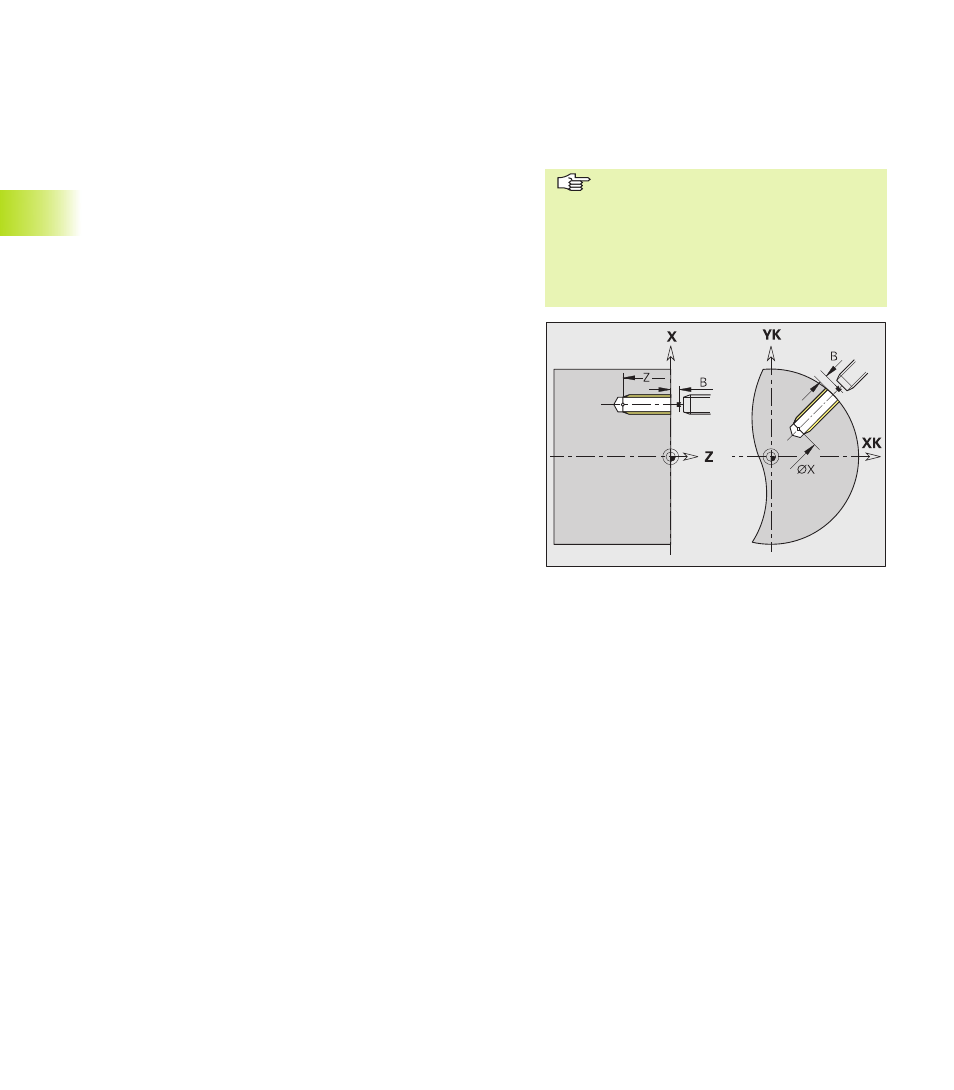
Vrtán závitu G36
G36 řeže axiáln a radiáln závity pevnými nebo poháněnými
nástroji. G36 rozhodne v závislosti na „X/Z”, zda se jedná o
radiáln nebo axiáln vrtán .
Před G36 naje te do bodu startu. G36 odjede po vyvrtán závitu do
tohoto bodu startu zpět.
Parametry
X:
průměr – koncový bod axiáln ch děr
Z:
délka – koncový bod radiáln ch děr
F:
posuv na otáčku – stoupán závitu
Q:
č slo vřetena – standardně: 0 (hlavn vřeteno)
B:
délka rozběhu k synchronizaci vřetena a pohonu posuvu (viz
G33)
H:
vztažný směr stoupán závitu – standardně: 0
■
H=0: posuv v ose Z
■
H=1: posuv v ose X
■
H=2: posuv v ose Y
■
H=3: dráhový posuv
S:
otáčky zpětného pohybu (vyšš otáčky pro zpětný pohyb) –
standardně: stejné otáčky jako pro vrtán závitu
Možnosti obráběn :
■
pevný závitn k: synchronizuje se hlavn vřeteno a
pohon posuvu.
■
poháněný závitn k: synchronizuje se poháněný
nástroj (pomocné vřeteno) a pohon posuvu.
■
„Stop cyklu” působ na konci řezu
závitu.
■
Override posuvu je neúčinný.
■
Override vřetena nepouž vat!
■
Při neregulovaném pohonu nástroje
(bez sn mače ROD) je nutná vyrovnávac
hlava.
4.9 Vrtac cykly