12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 320
6 TURN PLUS
308
P:
■
frézován obrysu: hloubka frézován – přep še „hloubku”
z definice obrysun
■
odhrotován : hloubka zanořen nástroje – standardně:
š řka zkosen (z „atributu obráběn – odhrotován ”) + 1 mm
I:
maximáln př suv – standardně: frézován jedn m př suvem
L:
př davek – „posunut ” frézovaného obrysu („př davek G58”
před frézovac m cyklem)
■
Účinky „m sta frézován , způsobu frézován a směru
rotace nástroje”: viz „4.11 Frézovac cykly”.
■
Odhrotován : š řka zkosen se definuje jako atribut
obráběn .
Frézován ploch – hrubován /dokončován (G845/
G846)
Hrubuje/dokončuje tvary nebo uzavřené „volné obrysy” vztažných
rovin:
■
ČELO
■
ZADNÍ STRANA
■
PLÁŠŤ
Parametry
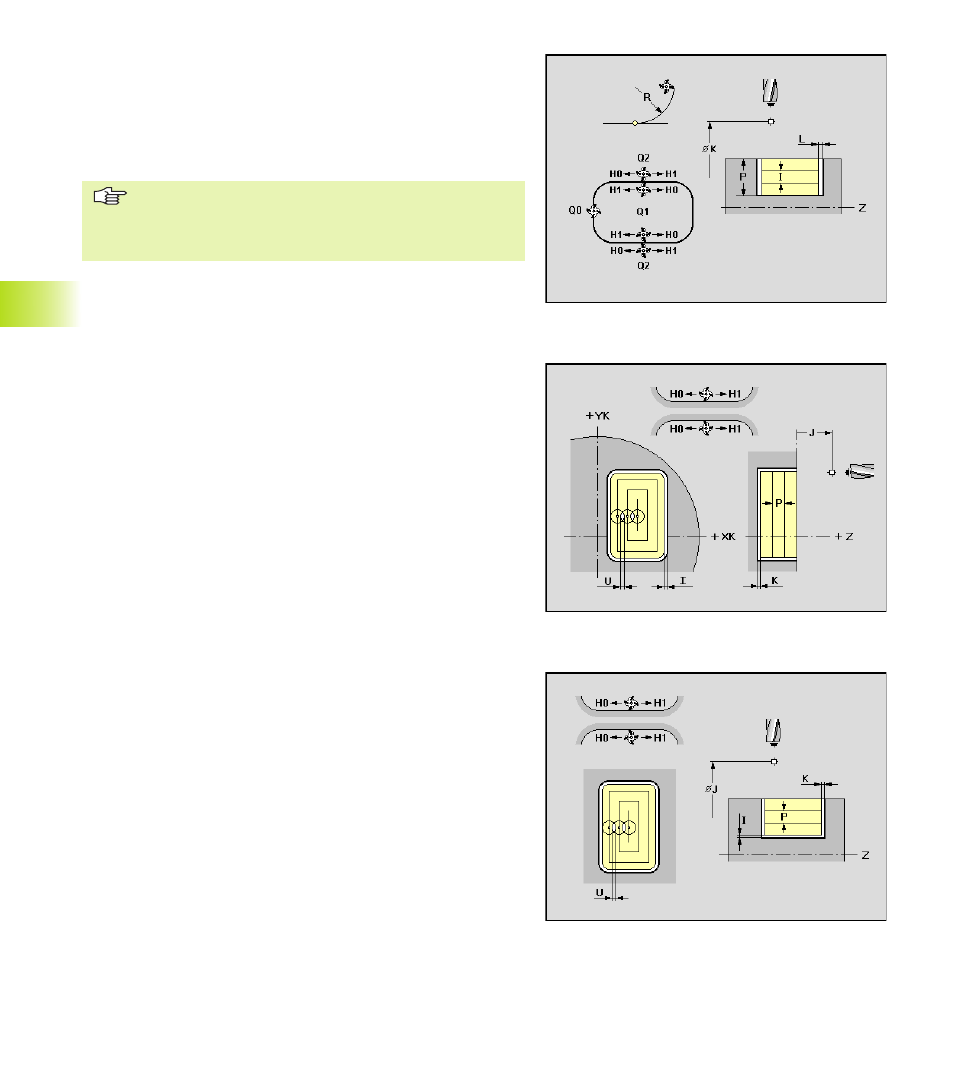
J:
rovina návratu – standardně: zpět do výchoz polohy
■
čelo/zadn strana: poloha návratu ve směru Z
■
pláš : poloha návratu ve směru X (rozměr průměru)
Q:
směr obráběn (Q)
■
ven (Q=0): zevnitř ven
■
dovnitř (Q=1): zvenč dovnitř
H:
způsob frézován
■
H=0: nesousledně
■
H=1: sousledně
U:
faktor přesahu – rozsah: 0 <= U <= 0,9;
0: bez přesahu
V:
faktor přeběhu: – při obráběn osou C je bez významu
P:
maximáln př suv v rovině frézován
I, K:
př davek ve směru X, Z – odpadá při dokončován
6.12 Interaktivn gener
ován pracovnch postupů (IAG)