7 cykly soustružen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 135
HEIDENHAIN CNC PILOT 4290
123
4.7 Cykly soustružen
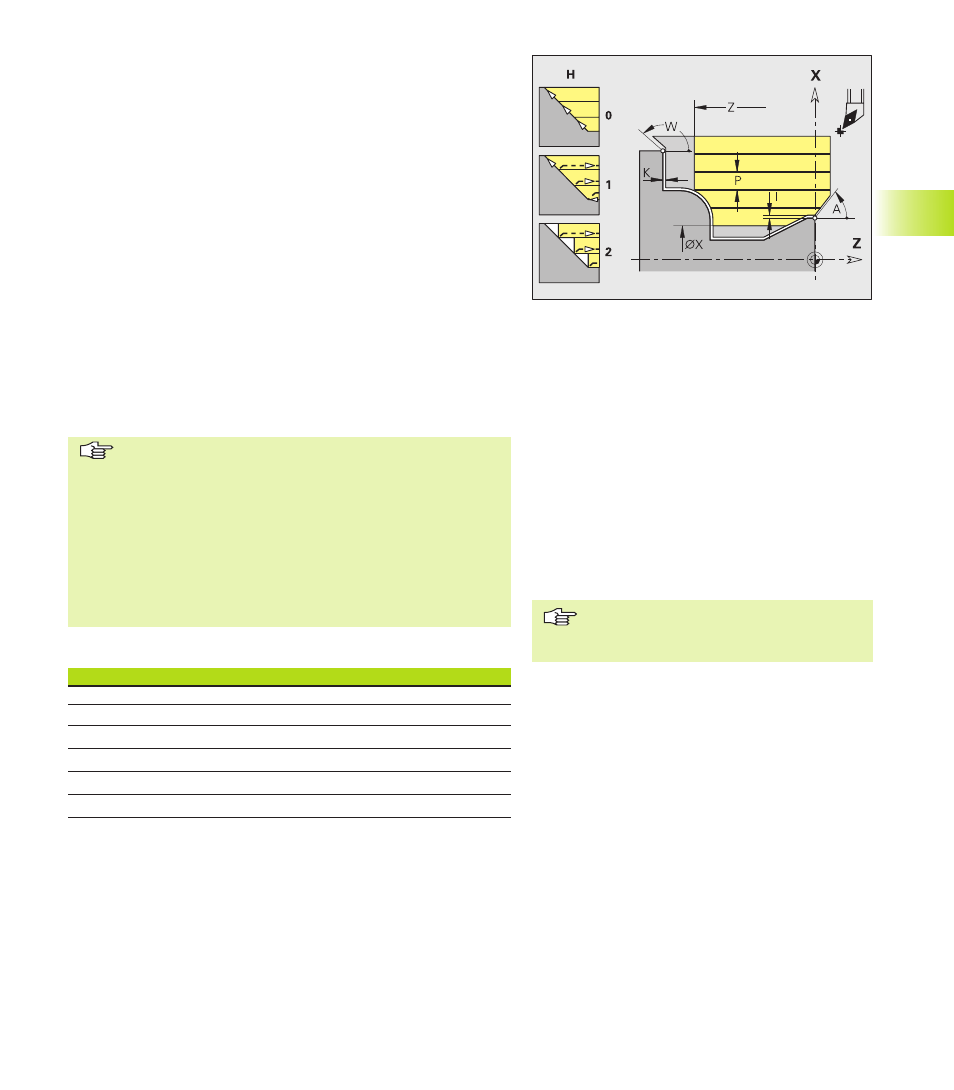
U cyklů se 4 osami dbejte na shodnost
nástrojů (typ nástroje, radius břitu, úhel
břitu atd.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
•
•
–
”•”: potlačen prvků
Q:
odjet na konci cyklu standardně: 0
■
Q=0: zpět do bodu startu (nejprve směr X, pak směr Z
■
Q=1: napolohuje před hotový obrys
■
Q=2: odjede na bezpečnostn vzdálenost a zastav se
V:
vyznačen začátek/konec standardně: 0
zkosen /zaoblen se provede:
■
V=0: na začátku a na konci
■
V=1: na začátku
■
V=2: na konci
■
V=3: neprovede se
■
V=4: zkosen /zaoblen se provede nikoli však základn
prvek (předpoklad: úsek obrysu s jediným prvkem)
D:
potlačen prvků (ovlivňuje obráběn odlehčovac ch zápichů,
soustružených vybrán : viz tabulku) standardně: 0
B:
předběh suportů při obráběn ve 4 osách
■
B=0: oba suporty pracuj na stejném průměru s
dvojnásobným posuvem
■
B<>0: vzdálenost od ”vedouc ho” suportu (předběh).
Suporty pracuj stejným posuvem na různých průměrech.
■
B<0: vedouc je suport s vyšš m č slem
■
B>0: vedouc je suport s nižš m č slem
Omezen řezu: Poloha nástroje před vyvolán m cyklu je
směrodatná pro proveden omezen řezu. CNC PILOT
ub rá materiál na té straně omezen řezu, na n ž nástroj
stoj před vyvolán m cyklu.
Korekce radiusu břitu: provád se
Př davek G57: ”zvětšuje” obrys (i vnitřn obrysy)
Př davek G58:
■
>0: ”zvětšuje” obrys
■
<0: nezapoč tává se
Př davky G57/G58 se po konci cyklu smažou
Použit jako cyklus pro 4 osy
■
Pracuje li se na ”stejném průměru”, startuj oba
suporty současně.
■
Pracuje li se na ”různých průměrech”, startuje
”vedený suport” teprve tehdy, když vedouc
suport dosáhl ”předběh B”. Tato synchronizace
se provád při každém řazu.
Každý suport provád př suv o vypočtenou
hloubku řezu.
Při nestejném počtu řezů provád posledn řez
”vedouc suport”.
Při ”konstantn řezné rychlosti” se řezná rychlost
ř d podle vedouc ho suportu. Vedouc nástroj
čeká se zpětným pohybem na nástroj následuj c .