15 programován proměnných, 1 # proměnné, 15 pr ogramován pr oměnných – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 187
HEIDENHAIN CNC PILOT 4290
175
4.15 Pr
ogramován pr
oměnných
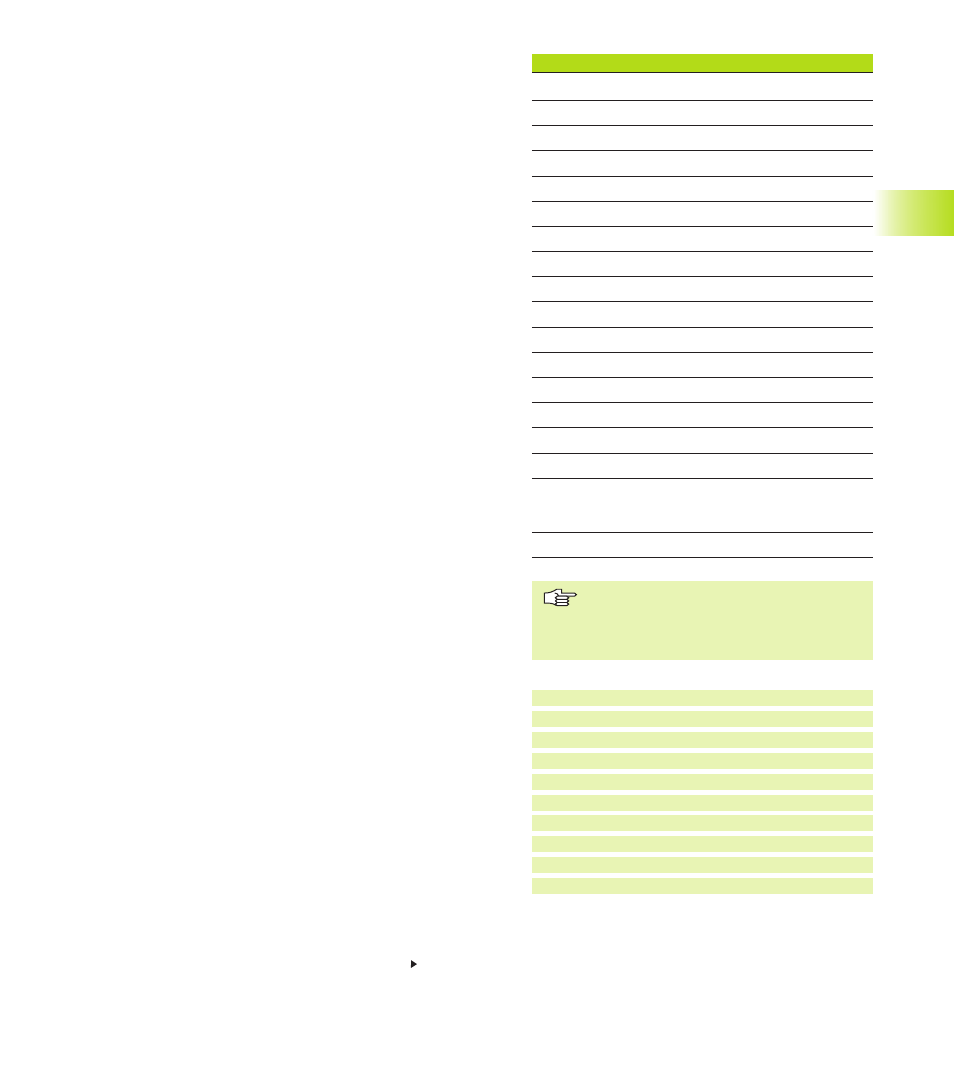
Syntax
matematická funkce
+
sč tán
–
odč tán
*
násoben
/
dělen
SQRT(...)
druhá odmocnina
ABS(...)
absolutn hodnota
TAN(...)
tangens (ve stupn ch)
ATAN(...)
arkus tangens (ve stupn ch)
SIN(...)
sinus (ve stupn ch)
ASIN(...)
arkus sinus (ve stupn ch)
COS(...)
kosinus (ve stupn ch)
ACOS(...)
arkus kosinus (ve stupn ch)
ROUND(...) zaokrouhlen
LOGN(...)
přirozený logaritmus
EXP(...)
exponenciáln funkce e
x
INT(...)
vypuštěn desetinných m st
pouze u # proměnných:
SQRTA(.., ..) druhá odmocnina z (a
2
+b
2
)
SQRTS(.., ..)druhá odmocnina z (a
2
b
2
)
Př klady „# proměnných”
. . .
N.. #1=PARA(1,7,3) [načte „strojn rozměr 1 Z”
do proměnné #1 ]
. . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
4.15
Programován proměnných
CNC PILOT překládá (interpetuje) NC programy před proveden m
programu. Proto se rozlišuj dva typy proměnných:
■
# proměnné – vyhodnocen během překladu NC programu
■
V proměnné (neboli události) – vyhodnocen během prováděn
NC programu
Plat tato pravidla:
■
„tečka před čárkou”
■
až 6 úrovn závorek
■
celoč selné proměnné (integer) (pouze u V proměnných):
celoč selné hodnoty v rozsahu
–32767 .. +32768
■
reálné proměnné (u proměnných # a V): č sla s pohyblivou
řádovou čárkou s maximálně 10 m sty před a 7 m sty za
desetinnou čárkou
■
proměnné zůstávaj „zachovány”, i když bylo ř zen mezit m
vypnuto
4.15.1 # proměnné
CNC PILOT rozlišuje rozsahy platnosti podle č selných pásem:
■
#0 .. #29: kanálově závislé globáln proměnné
Ty jsou k dispozici pro každý suport (NC kanál). Stejná č sla
proměnných na různých suportech se vzájemně neovlivňuj .
Globáln proměnné zůstávaj po konci programu zachovány a
následuj c NC program je může vyhodnocovat.
■
#30 .. #45 kanálově nezávislé globáln proměnné
Ty existuj v rámci ř zen pouze jednou. Změn li NC program
jednoho suportu některou tuto proměnnou, plat tato změna pro
všechny suporty. Tyto proměnné zůstávaj po konci programu
zachovány a následuj c NC program je může vyhodnocovat.
■
#46 .. #50 proměnné vyhrazené pro expertn programy
nesm te ve svém NC programu použ vat.
■
#256 .. #285 lokáln proměnné
plat v rámci jednoho podprogramu.
Čten hodnot parametrů
Syntax: #1 = PARA(x,y,z)
x = skupina parametrů
■
1: strojn parametry
■
2: parametry ř zen
■
3: seřizovac parametry
■
4: parametry obráběn
■
5: parametry PLC
y = č slo parametru
z = č slo subparametru
pokračován na dalš straně
NC bloky s výpočty proměnných
programujte s „identifikátorem suportu
$..”, má li Váš soustruh několik suportů.
Jinak se výpočet provede v cenásobně.