5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 376
7 Parametry
364
7.5 Parametry obráběn
■
Najet vnějš suport [ANFA]
■
Najet vnitřn suport [ANFI]
■
Odjet vnějš suport [ABFA]
■
Odjet vnitřn suport [ABFI]
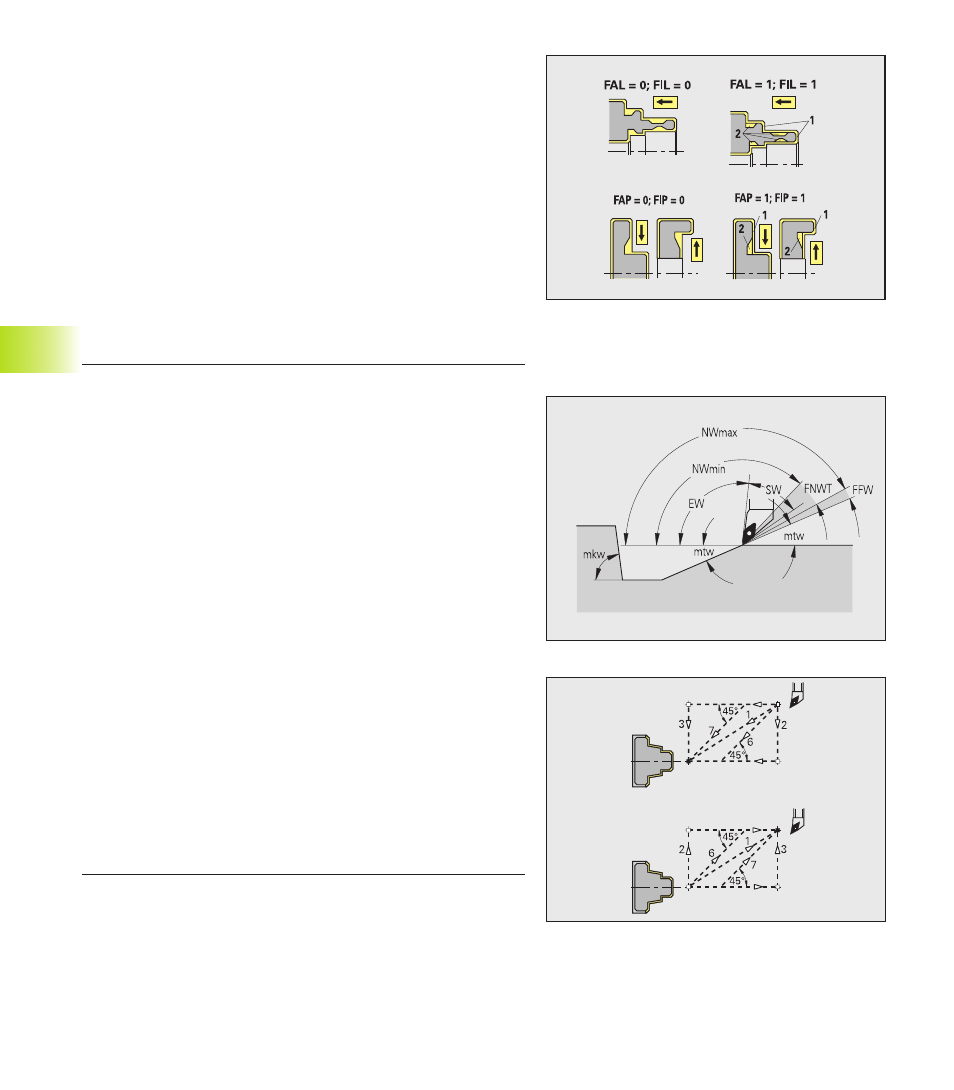
Způsob najet /odjet :
■
1: směr X a Z současně
■
2: nejprve směr X, pak směr Z
■
3: nejprve směr Z, pak směr X
■
6: vlečen , směr X před směrem Z
■
7: vlečen , směr Z před směrem X
Pohyby při naj žděn a odj žděn prob haj rychloposuvem (G0).
Obráběn úseků obrysu definuj tyto parametry:
■
Standardn /kompletn – zvenč /axiálně [FAL]
■
Standardn /kompletn – zevnitř/axiálně [FIL]
■
Standardn /kompletn – zvenč /radiálně [FAP]
■
Standardn /kompletn – zevnitř/radiálně [FIP]
Zadán :
■
0 – Kompletn dokončen : TURN PLUS vyhledá optimáln nástroj
k obroben celého úseku obrysu.
■
1 – Standardn dokončen :
■
Provád se přednostně standardn mi dokončovac mi nástroji.
Soustružená vybrán a odlehčovac zápichy se obrob vhodným
nástrojem.
■
Nen li standardn dokončovac nástroj pro soustružená
vybrán a odlehčovac zápichy vhodný, rozděl TURN PLUS
obráběn na standardn a na obroben tvarových prvků.
■
Nen li rozdělen obráběn na standardn a na tvarové prvky
úspěšné, přepne TURN PLUS na „kompletn obráběn ”.
Dokončován – tolerance nástrojů, naj žděn a odj žděn
Pro výběr nástroje plat :
■
úhel nastaven (EW): EW >= mkw (mkw: stoupaj c úhel obrysu)
■
úhel nastaven (EW) a úhel špičky (SW):
NWmin < (EW+SW) < NWmax
■
vedlejš úhel (FNWT): FNWT = NWmax – NWmin
■
Toleranze vedlejš ho úhlu [FNWT] – rozsah tolerance pro
vedlejš břit nástroje
■
Úhel hřbetu [FFW] – minimáln rozd l obrys – vedlejš břit