6 přkazy k obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 124
4 DIN PLUS
112
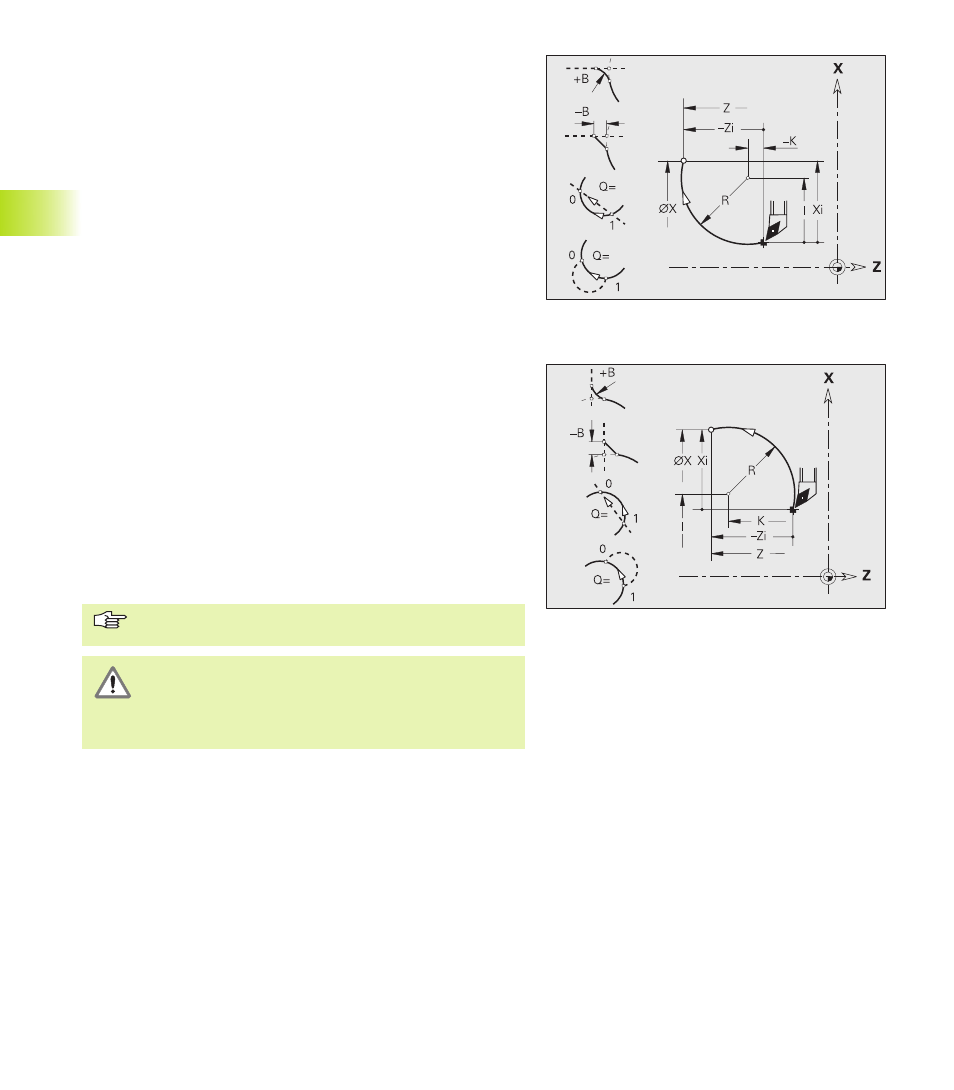
Kruhový pohyb G13
Kruhový pohyb
G2, G3 – inkrementáln kótován středu
G12, G13 – absolutn kótován středu
Nástroj se pohybuje daným posuvem po kruhové dráze do
„koncového bodu”.
Směr otáčen : viz pomocný obrázek
Parametry
X, Z: průměr, vzdálenost koncového bodu (X rozměr průměru)
R:
radius (0 < R <= 200 000 mm)
Q:
volba průseč ku – standardně: 0. Koncový bod, prot ná li
kruhový oblouk př mku nebo kruhový oblouk.
■
Q=0: vzdálenějš průseč k
■
Q=1: bližš průseč k
B:
zkosen /zaoblen – přechod do dalš ho obrysového prvku.
Zadáváte li zkosen /zaoblen , programujte teoretický
koncový bod.
■
B bez zadán : tangenciáln přechod
■
B=0: netangenciáln přechod
■
B>0: radius zaoblen
■
B<0: š řka zkosen
E:
faktor speciáln ho posuvu pro zkosen /zaoblen
(0 < E <= 1) – standardně: 1
(speciáln posuv = aktivn posuv * E)
G2, G3 – střed inkrementálně:
I, K: střed (vzdálenost výchoz bod – střed; I rozměr poloměru)
G12/G13 – střed absolutně
I, K: střed (I rozměr poloměru)
S osou Y: viz Př ručku pro uživatele „CNC PILOT 4290 s osou Y”
Programován X, Z: absolutně, inkrementálně,
samodržně nebo „?”
Pozor ! Nebezpeč kolize !
Pokud se parametry adresy vypoč távaj s „V
proměnnými”, prob há pouze omezená kontrola.
Zajistěte, aby hodnoty proměnných dávaly kruhový
oblouk.
Kruhový pohyb G2
4.6 Přkazy k obráběn