9 vrtac cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 157
HEIDENHAIN CNC PILOT 4290
145
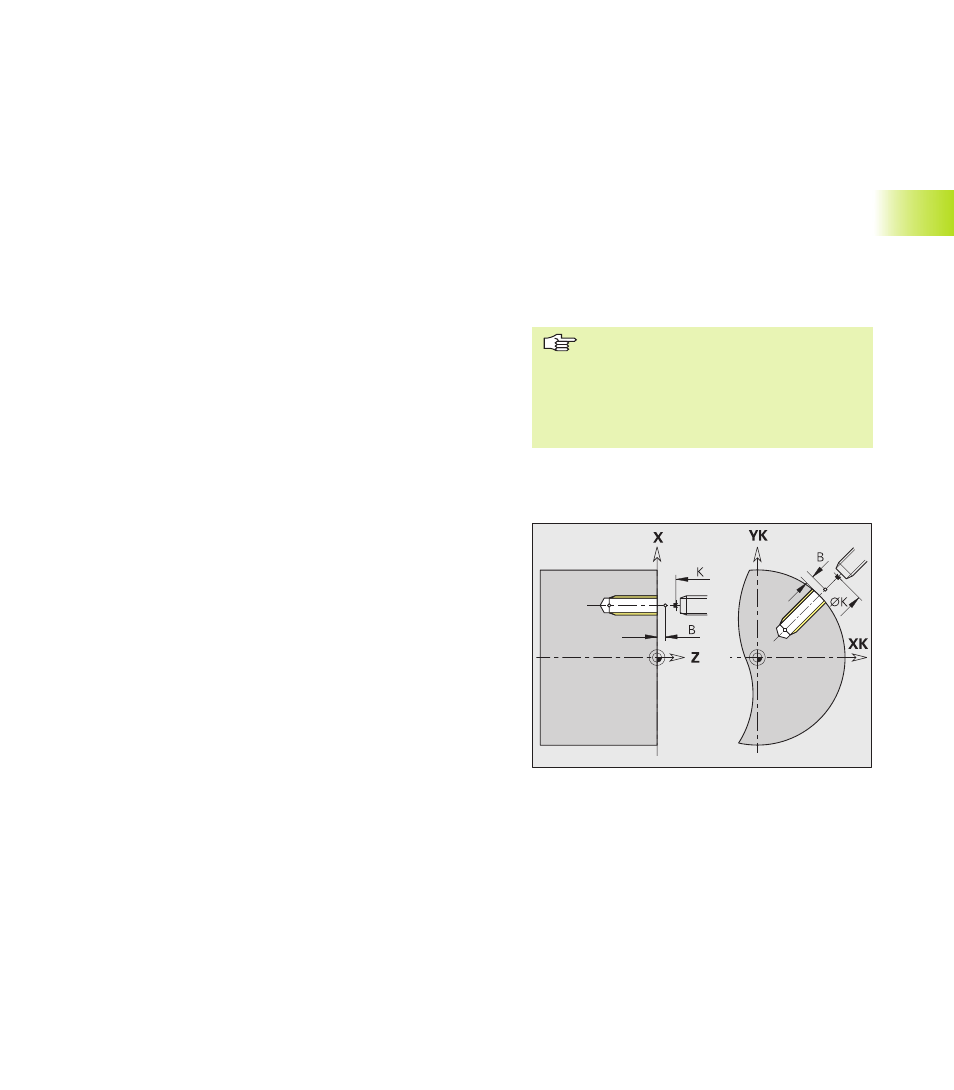
Vrtán závitu G73
G73 řeže axiáln a radiáln závity pevnými nebo poháněnými
nástroji.
G73 se použ vá pro d ry s popisem obrysu (jednotlivé d ry nebo
plány děr) část programu:
■
ČELO
■
ZADNÍ STRANA
■
PLÁŠŤ
„Bod startu” pro G73 se zjiš uje z bezpečnostn vzdálenosti a
„délky rozběhu B”.
Význam „délky povytažen J”: Tento parametr použ vejte u
kleštin s kompenzac délky. Cyklus vypočte z hloubky závitu,
naprogramovaného stoupán a „délky povytažen ” nové jmenovité
stoupán . Toto jmenovité stoupán je o něco menš než stoupán
závitn ku. Při vytvářen závitu se závitn k povytahuje z up nac ho
pouzdra o tuto „délku povytažen ”. Touto metodou doc l te delš
životnost závitn ků.
Parametry
NS: č slo bloku obrysu vrtán (G49 , G300 nebo G310 Geo)
B:
délka rozběhu – standardně: parametr obráběn 7 „rozběh
závitu [GAL]”
S:
otáčky zpětného pohybu – standardně: otáčky závitn ku
K:
rovina návratu (radiáln d ry, d ry v rovině YZ: rozměr průměru)
– standardně: do výchoz polohy resp. na bezpečnostn
vzdálenost
J:
délka povytažen při použit kleštin s kompenzac délky –
standardně: 0
4.9 Vrtac cykly
Prováděn cyklu
1 najede v závislosti na „K” rychloposuvem do
„bodu startu”:
■
K nen naprogramováno: jede př mo do „bodu
startu” an
■
K je naprogramováno: jede do polohy „K”; pak
do „bodu startu”
2 posuvem projede „délku rozběhu B”
(synchronizace vřetena a pohonu posuvu)
3 vyř zne závit
4 v závislosti na „K” odjede zpět „otáčkami
zpětného pohybu S”:
■
K nen naprogramováno: do „bodu startu”
■
K je naprogramováno: do polohy „K”
■
Plány děr: „NS” se vztahuje k obrysu
d ry (nikoli k definici plánu).
■
„Stop cyklu” působ na konci řezu
závitu.
■
Override posuvu je neúčinný.
■
Override vřetena nepouž vat!