1 databanka nástr ojů – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 398
8 Provozn prostředky
386
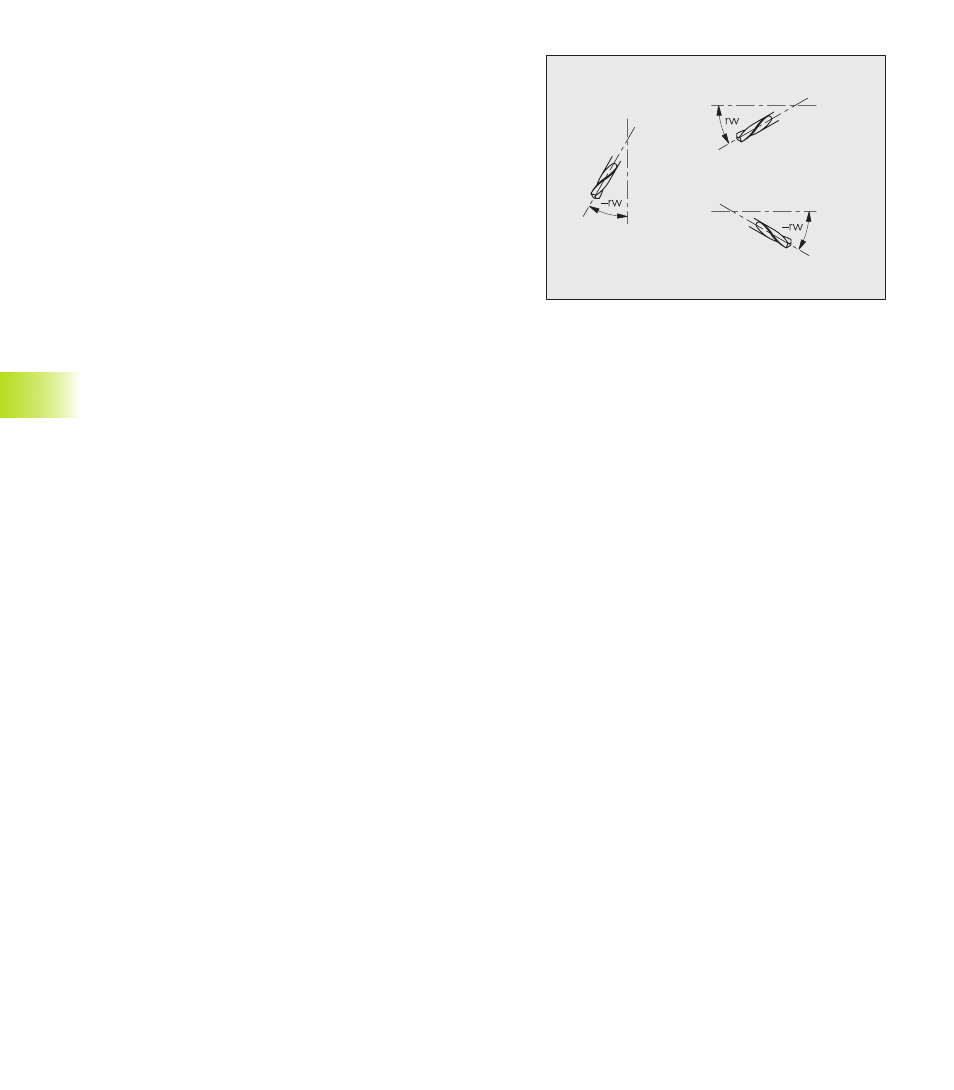
Kótován „úhel polohy rw”
■
Korekce CSP: řezná rychlost (anglicky: cutting speed)
Korekce FDR: posuv (anglicky: feed rate)
Korekce Deep: hloubka řezu (anglicky: deep=hluboký)
TURN PLUS vynásob řezné podm nky zjištěné z databanky
technologie těmito korekčn mi hodnotami.
■
Typ upnut – použ vá se u soustruhů s rozd lnými up nači
nástrojů. Nástroj se použije, má li stejný typ upnut , jaký je
definován pro toto m sto upnut (viz strojn parametry 511 a
násl.)..
■
Ovlivňuje volbu nástroje a um stěn nástroje v TURN PLUS.
■
Funkce „Vytvořen tabulky nástrojů” kontroluj , zda se nástroj
může použ t na předpokládané pozici revolveru.
■
Úhel polohy (rw) – definuje odklon od hlavn ho směru obráběn
v matematicky kladném smyslu (–90° < rw < +90°).
TURN PLUS použ vá pouze vrtac a frézovac nástroje, které
pracuj ve směru hlavn osy resp. kolmo k hlavn ose.
■
Počet zubů: použ vá se při „posuv na zub G93”
■
Délka vyložen (ax) – u vrtac ch a frézovac ch nástrojů:
■
axiáln nástroje: ax = vzdálenost od vztažného bodu nástroje k
horn hraně držáku
■
radiáln nástroje: ax = vzdálenost od vztažného bodu nástroje
k doln hraně držáku (i když jsou vrták/fréza upnuty do pouzdra).
8.1 Databanka nástr
ojů