9 vrtac cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 156
4 DIN PLUS
144
4.9 Vrtac cykly
Vyvrtáván , zahlubován G72
Použit G72: vyvrtáván , zahlubován , vystružován , NC navrtáván
nebo středěn pro axiáln a radiáln d ry s pevnými nebo
poháněnými nástroji.
G72 se použ vá pro d ry s popisem obrysu (jednotlivé d ry nebo
plány děr) část programu:
■
ČELO
■
ZADNÍ STRANA
■
PLÁŠŤ
Parametry
NS: č slo bloku obrysu vrtán (G49 , G300 nebo G310 Geo)
E:
časová prodleva (k doř znut na konci d ry) – standardně: 0
D:
rychlost návratu – standardně: 0
■
D=0: rychloposuv
■
D=1: posuv
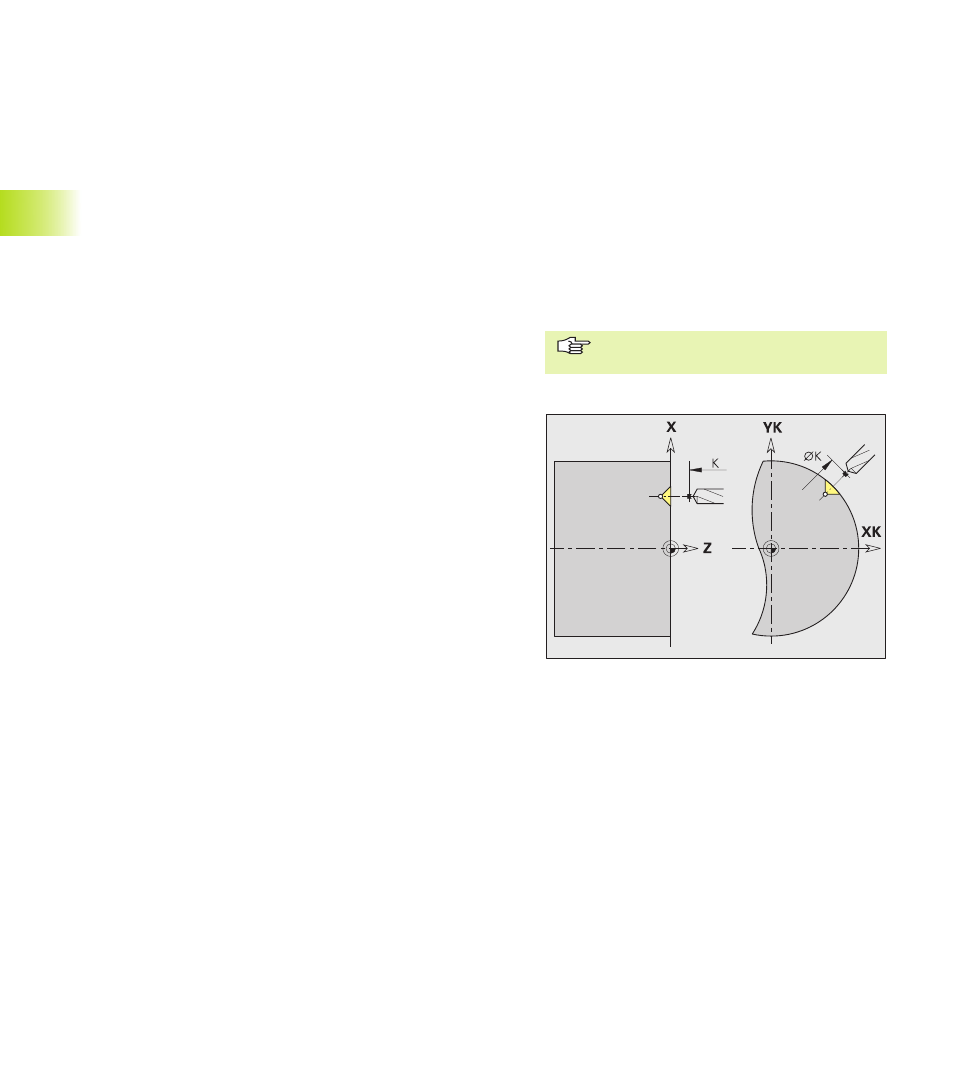
K:
rovina návratu (radiáln d ry, d ry v rovině YZ: rozměr průměru)
– standardně: do výchoz polohy resp. na bezpečnostn
vzdálenost
Prováděn cyklu
1 najede v závislosti na „K” rychloposuvem do
„bodu startu”:
■
K nen naprogramováno: jede až na
bezpečnostn vzdálenost
■
K je naprogramováno: jede do polohy „K” a pak
najede na bezpečnostn vzdálenost
2 navrtá s redukc posuvu (50%)
3 jede posuvem až do konce d ry
4 návrat – rychloposuvem/posuvem v závislosti na
„D”
5 poloha návratu závis na „K”:
■
K nen naprogramováno: návrat do „bodu
startu”
■
K je naprogramováno: návrat do polohy „K”
Plány děr: „NS” se vztahuje k obrysu d ry
(nikoli k definici plánu).