1 provozn režim turn plus – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 228
6 TURN PLUS
216
6.1 Pr
ovozn r
ežim TURN PLUS
6.1 Provozn režim TURN
PLUS
V režimu TURN PLUS popisujete obrys
neobrobeného polotovaru a hotového obrobku
interaktivně graficky. Pak necháte režimem TURN
PLUS automaticky sestavit pracovn postup – nebo
jej interaktivně vygenerujete. Výsledkem je
komentovaný a strukturovaný NC program ve
formátu DIN PLUS.
TURN PLUS obsahuje:
■
graficky interaktivn vytvářen obrysů
■
př pravu (upnut obrobku)
■
interaktivn generován pracovn ch postupů
(IAG)
■
automatické generován pracovn ch postupů
(AAG)
pro
■
soustružen
■
vrtán a frézován v ose C
■
vrtán a frézován v ose Y
■
kompletn obráběn
Koncepce TURN PLUS
Základem pro generován pracovn ho postupu je
popis obrobku (neobrobený polotovar a hotový
d lec, d ry a frézované obrysy). Při up nán obrobku
se zjiš uj omezen řezů. Pro výběr nástrojů nab z
TURN PLUS tyto strategie:
■
automatický výběr z databanky nástrojů
■
použit aktuáln ho osazen revolveru
■
vlastn osazen revolveru TURN PLUS
Řezné podm nky se zjiš uj z databanky
technologie.
S přihlédnut m k technologickým atributům, jako
jsou př davky, tolerance, hloubka drsnosti povrchu
atd., pak TURN PLUS vygeneruje pracovn postup.
Každé zadán a každá vygenerovaná pracovn
operace se zobraz a lze je okamžitě korigovat.
Na základě sledován polotovaru optimalizuje
TURN PLUS dráhy naj žděn nástroje, zabraňuje
„řezům naprázdno” a koliz m obrobek – břit
nástroje. Strategie generován se definuje ve
„sledu obráběn ” resp. v „parametrech obráběn ”.
T m si přizpůsob te TURN PLUS svým individuáln m
potřebám.
Můžete rovněž využ vat d lč výsledky a dále je
zpracovávat v DIN PLUS (př klad: definován obrysu
v TURN PLUS a programován obráběn v DIN
PLUS). Nebo můžete program vytvořený pomoc
TURN PLUS optimalizovat v DIN PLUS.
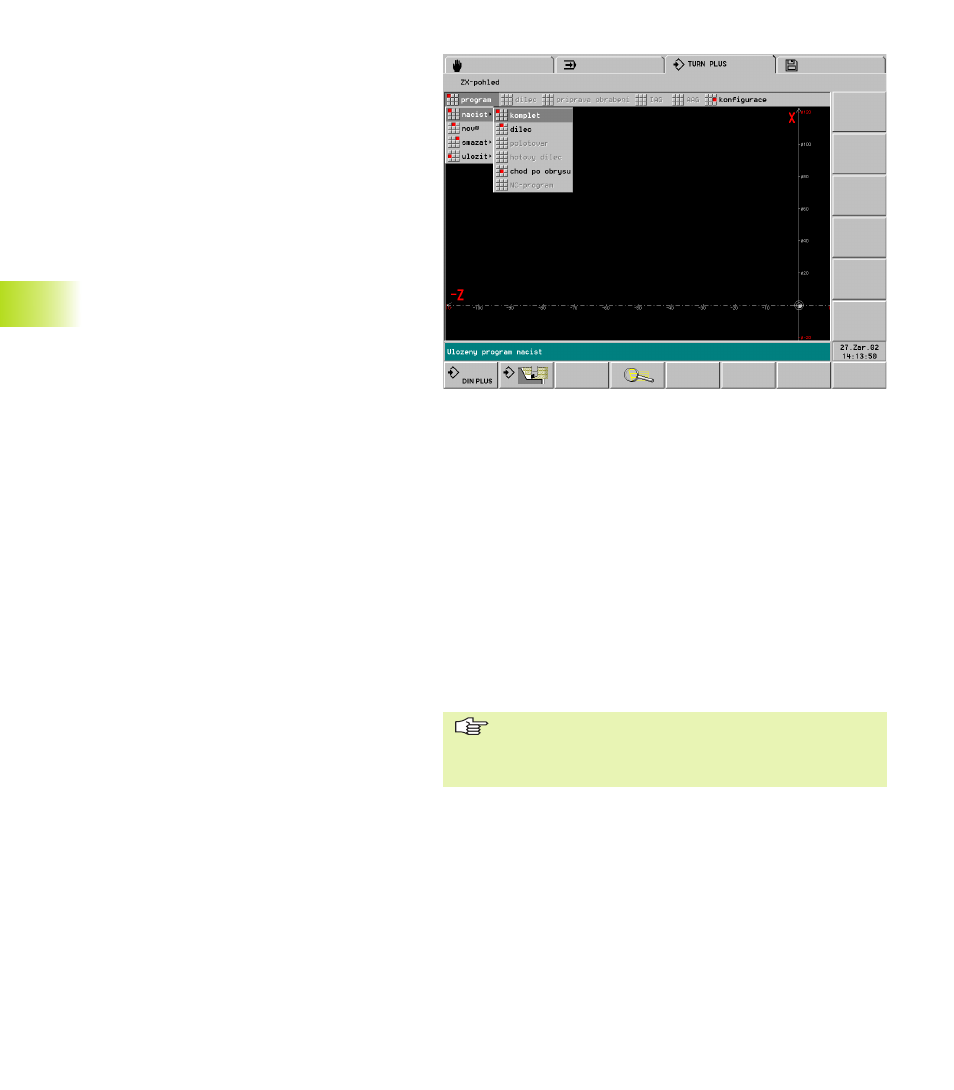
Poznámky pro obsluhu
„Stavový řádek” (nad lištou softkláves) vás informuje o možných
kroc ch obsluhy.
TURN PLUS pracuje s v cestupňovou strukturou menu (nab dek).
Klávesou ESC přepnete o jeden stupeň menu zpět.
Tento popis uvažuje ovládán z menu (nab dek), pomoc tzv.
softkláves (dialogových, funkčn ch kláves) a dotykového panelu
(Touch Pad). Můžete však i nadále použ vat způsoby ovládán
resp. obsluhy známé z dř vějš ch verz systému CNC PILOT bez
softkláves a dotykového panelu.
Jestliže se na obrazovce zobrazuje několik oken (pohledů), je
„aktivn okno” vyznačeno zeleným rámečkem. Mezi okny přep náte
„listován m dopředu/zpět”. Klávesa „.” zobraz okno přes celou
obrazovku. Opakované stisknut „.” přepne zpět na „několik oken”.
V „Konfiguraci” nastav te různé varianty zobrazen a zadáván (viz
„6.15 Konfigurace”).
Generován pracovn ho postupu TURN PLUS použ vá
data z databank nástrojů, up nadel a technologie.
Dbejte na aktuáln a korektn popisy provozn ch
prostředků.