8 závitové cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 152
4 DIN PLUS
140
Závitový cyklus G31
G31 vytvář jednoduché, sdružené a v cechodé závity definované
pomoc G24 , G34 nebo G37 Geo.
Vnějš nebo vnitřn závit se rozliš podle definice nástroje. Řezy
závitu se vypočtou podle hloubky závitu, „př suvu I” a „způsobu
př suvu V”.
Parametry
NS: č slo bloku (odvolávka na základn prvek popisu obrysu závitu
G1 Geo; u sdružených závitů č slo bloku prvn ho základn ho
prvku)
I:
maximáln př suv
B, P: délka náběhu/přeběhu – bez zadán : délka se zjist ze
sousedn ch výběhů nebo zápichů Neexistuje li výběh/
zápich: „délka náběhu a výběhu” z parametru obráběn 7.
D:
směr obráběn (vztah: definice směru základn ho prvku) –
standardně: 0;
■
D=0: stejný směr
■
D=1: protisměr
V:
způsob př suvu – standardně: 0;
■
V=0: konstantn průřez tř sky u všech řezů
■
V=1: konstantn př suv
■
V=2: s rozdělen m doř znut – prvn př suv = „zbytek” dělen
hloubka závitu/hloubka řezu „Posledn řez” se rozděl na řezy
1/2, 1/4, 1/8 a 1/8.
■
V=3: bez rozdělen posledn ho řezu – př suv se vypoč tá ze
stoupán a otáček
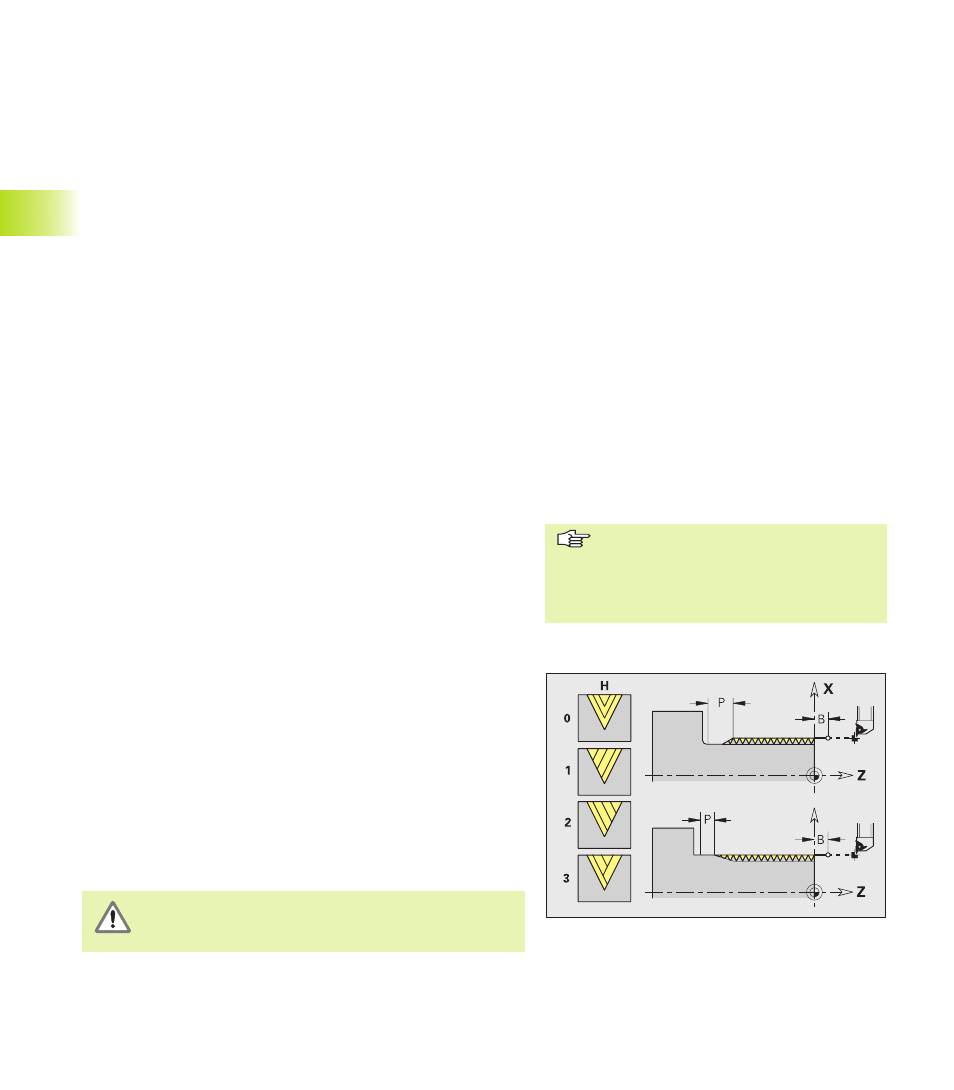
H:
způsob přesazen (př suv k vyhlazen boků závitu –
standardně: 0
■
H=0: bez přesazen
■
H=1: přesazen zleva
■
H=2: přesazen zprava
■
H=3: přesazen stř davě vpravo/vlevo
Q:
počet chodů naprázdno po posledn m řezu (k odstraněn
řezného tlaku na dně závitu – standardně: 0
C:
výchoz úhel (začátek závitu lež definovaně k nikoli rotačně
symetrickým prvkům obrysu) – standardně: 0
4.8 Závitové cykly
Suport potřebuje před vlastn m závitem určitý rozběh, aby mohl
zrychlit na programovanou hodnotu posuvu, a určitý doběhna
konci závitu k zabrzděn suportu.
Je li rozběh/doběh závitu př liš krátký, může to vést k zhoršen
jakosti. V tomto př padě vydá CNC PILOT výstrahu.
4.8 Závitové cykly
délka rozběhu: BA > 0,75 * (F*S)
2
/ a + 0,15
délka doběhu: BE > 0,75 * (F*S)
2
/ e + 0,15
BA:
minimáln délka rozběhu
BE:
minimáln délka doběhu
F:
stoupán závitu v mm/ot
S:
otáčky v otáčkách za sekundu
a, e: zrychlen v mm/s2
(viz „Zrychlen start bloku/konec bloku” ve
strojn ch parametrech 1105, ...)
■
„Stop posuvu” působ na konci řezu
závitu.
■
Override posuvu je neúčinný.
■
Při vypnutém předběžném nastaven
nepouž vejte override vřetena!
Prováděn cyklu
1 vypočte rozdělen řezů
2 jede diagonálně rychloposuvem na „intern bod
startu”, který vyplývá z „délky rozběhu B” a
bezpečnostn vzdálenosti
3 provede jeden řez závitu
4 vrát se rychloposuvem zpět a provede př suv pro
dalš řez
5 opakuje 3...4 , až je závit dokončen
6 provede řezy naprázdno
7 jede zpět do „intern ho bodu startu”
U v cechodých závitů se každý chod závitu řeže
stejnou hloubkou tř sky, než se provede nový
př suv.
Pozor ! Nebezpeč kolize !
Při př liš velké „délce doběhu P” hroz nebezpeč kolize.
Délku doběhu si překontrolujete v simulaci.