5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 375
HEIDENHAIN CNC PILOT 4290
363
7.5 Parametry obráběn
5 – Dokončován
Dokončován – standardy nástrojů a obráběn
Nástroje se vyb raj v závislosti na m stu obráběn a hlavn m směru
obráběn (HBR) podle úhlu nastaven a úhlu špičky nože. Nav c pro
výběr nástroje plat :
■
Přednostně se použij standardn dokončovac nástroje.
■
Nemůže li standardn dokončovac nástroj obrobit tvarové
prvky soustružených vybrán (tvar FD) a odlehčovac ch zápichů
(tvar E, F, G), pak se tyto tvarové prvky postupně potlač
(odmaskuj ). TURN PLUS se iterativně pokus obrobit „zbývaj c
obrys”. Potlačené tvarové prvky se pak obrob jednotlivě
vhodným nástrojem.
■
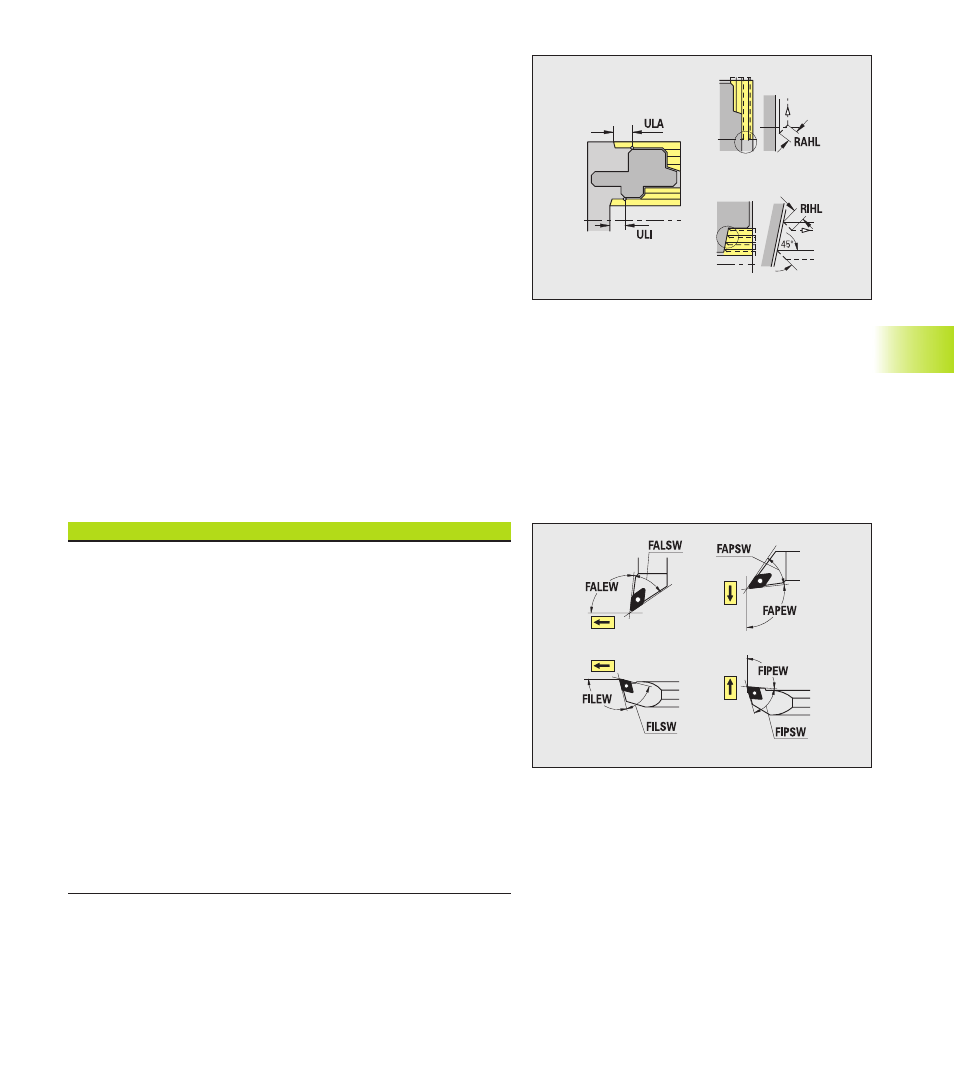
Úhel nastaven – zvenč /axiálně [FALEW]
■
Úhek špičky – zvenč /axiálně [FALSW]
■
Úhel nastaven – zvenč /radiálně [FAPEW]
■
Úhel špičky – zvenč /radiálně [FAPSW]
■
Úhel nastaven – zevnitř/axiálně [FILEW]
■
Úhel špičky – zevnitř/axiálně [FILSW]
■
Úhel nastaven – zevnitř/radiálně [FIPEW]
■
Úhel špičky – zevnitř/radiálně [FIPSW]
Hrubován – obráběn – cykly
■
Délka přejet vnějš [ULA]: délka, o kterou se při vnějš m
obráběn v axiáln m směru hrubuje ještě za c lový bod. –
Nedodrž se, lež li omezen řezu před touto délkou přejet nebo
uvnitř n .
■
Délka přejet vnitřn [ULI] (viz též „6.15.5 Vnitřn obrysy”)
■
délka, o kterou se při vnitřn m obráběn v axiáln m směru
hrubuje ještě za c lový bod. – Nedodrž se, lež li omezen řezu
před touto délkou přejet nebo uvnitř n .
■
Použ vá se pro výpočet hloubky vrtán při centrickém
předvrtán .
■
Délka odsunu vnějš [RAHL]
■
Délka odsunu vnitřn [RIHL]
Délka odsunut nástroje pro hladic varianty (H=1, 2)
hrubovac ch cyklů (G810, G820) při vnějš m obráběn (RAHL) /
vnitřn m obráběn (RIHL).
■
Činitel redukce hloubky řezu [SRF] – Při hrubován nástroji,
které se nepouž vaj v hlavn m směru obráběn , se zredukuje
př suv (hloubka řezu). Výpočet př suvu (P) pro hrubovac cykly
(G810, G820):
P = ZT * SRF (ZT: př suv z databanky technologie)