7 cykly soustružen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 147
HEIDENHAIN CNC PILOT 4290
135
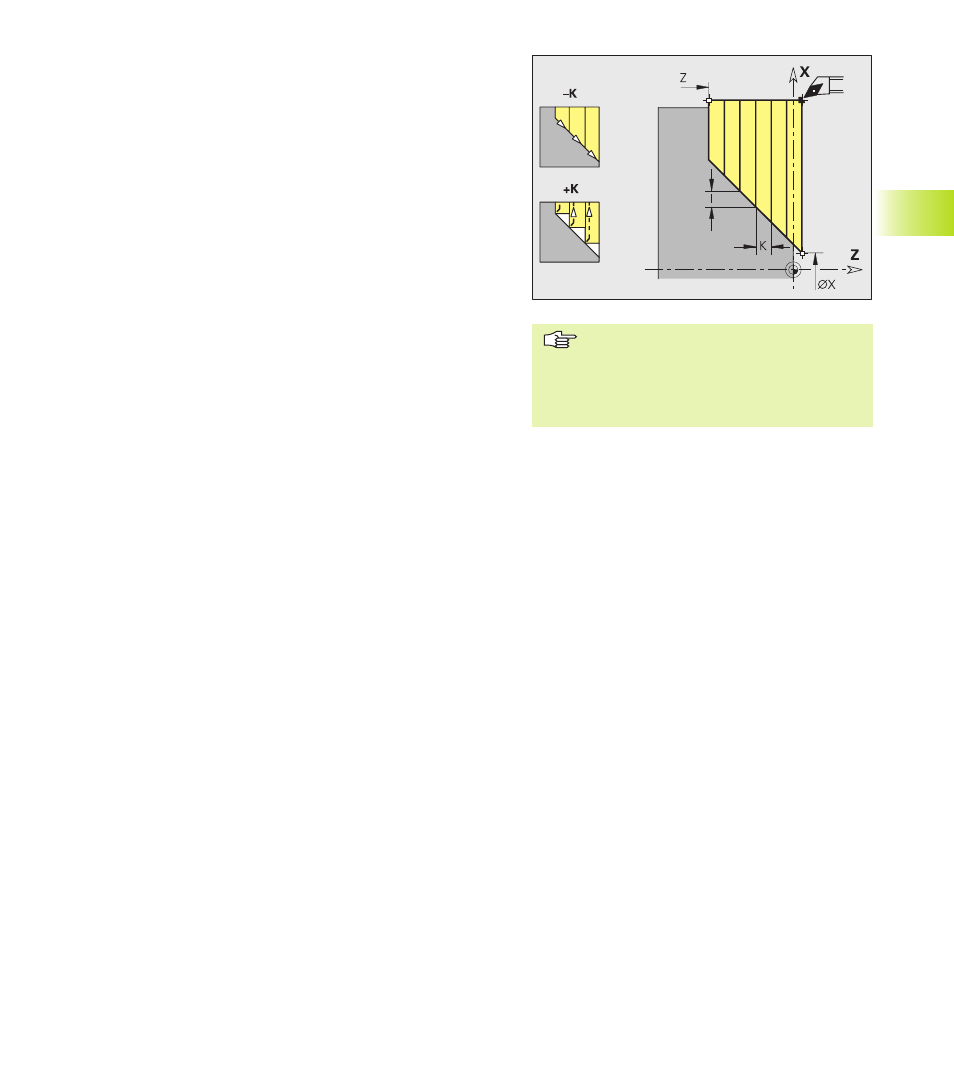
Čeln soustružen jednoduché G82
G82 obrob (ohrubuje) v axiáln m směru část obrysu popsanou
aktuáln polohou nástroje a „X, Z”. Při šikmém řezu definujte úhel
pomoc I a K.
CNC PILOT rozpozná vnějš /vnitřn obráběn podle polohy c lového
bodu.
Rozdělen řezů se vypočte tak, aby nedošlo ke „klouzavému řezu”
a aby vypočtený př suv byl <= „maximáln př suv K”.
Př davky:
■
Př davky G57
■
se započtou se správným znaménkem (proto nejsou možné
př davky při vnitřn m obráběn )
■
zůstávaj účinné i po konci cyklu
■
Př davky G58: nezapoč távaj se
Prováděn cyklu
1 vypočte rozdělen řezů (př suv)
2 přisune rovnoběžně s osou z bodu startu pro prvn řez
3 jede posuvem do c lového bodu X
4 v závislosti na „znaménku K”:
■
K<0: obráb podél obrysu
■
K>0: odsune se o 1 mm v úhlu 45°
5 vrát se rychloposuven zpět a provede př suv pro dalš řez
6 opakuje 3...5, až se dosáhne „c lového bodu Z”
7 odjede na:
■
X – bod startu cyklu
■
Z – posledn souřadnici odsunut
Parametry
X/Z: c lový bod obrysu (X rozměr průměru)
I:
přesazen ve směru X – standardně: 0
K:
maximáln př suv
■
K<0: s orovnán m obrysu
■
K>0: bez orovnán obrysu
Q:
G funkce př suv – standardně: 0
■
0: př suv s G0 (rychloposuv)
■
1: př suv s G1 (posuv)
■
Programován X, Z: absolutně,
inkrementálně nebo samodržně
■
Korekce radiusu břitu: neprovád se.
■
Bezpečnostn vzdálenost po každém
řezu: 1 mm.
4.7 Cykly soustružen