8 závitové cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 154
4 DIN PLUS
142
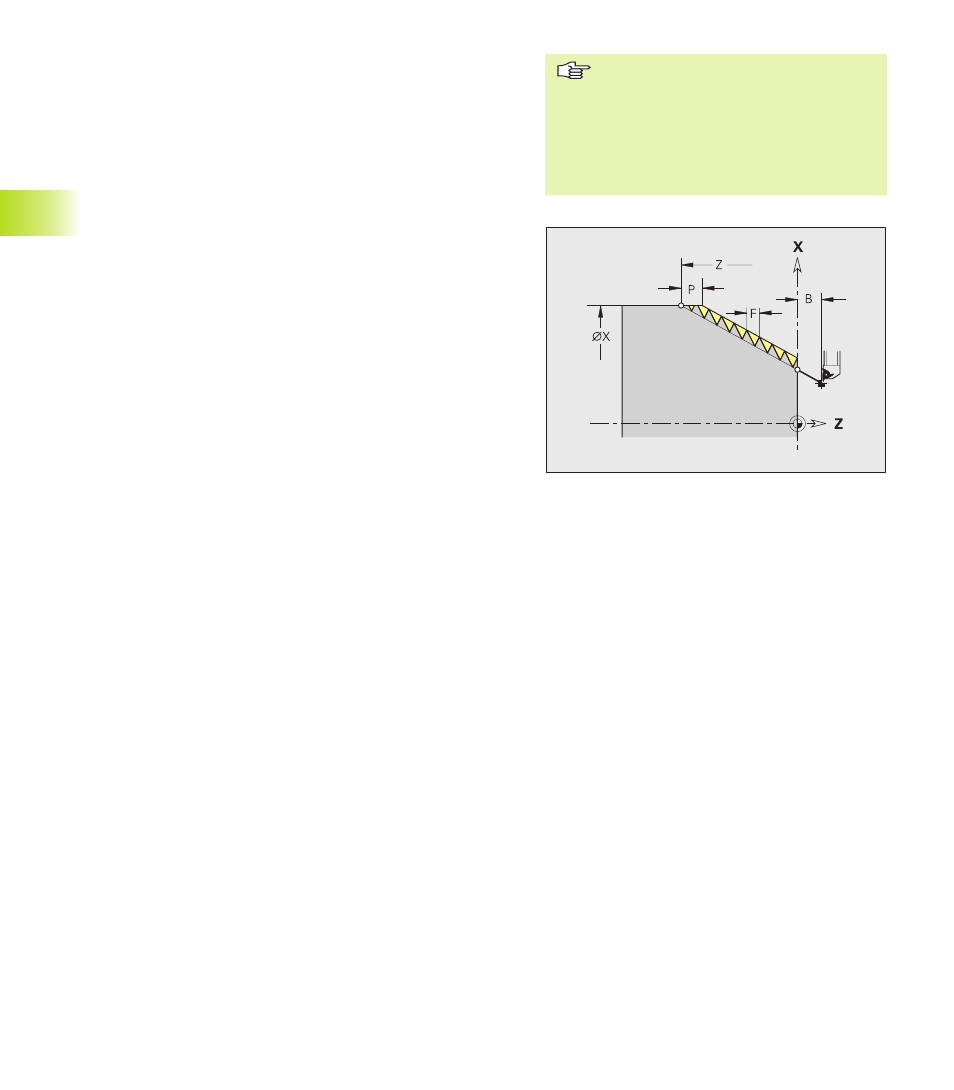
Závit jediným řezem G33
G33 vytvoř závit v libovolném směru a poloze (normáln válcový,
kuželový nebo spirálový závit; vnitřn nebo vnějš závit). G33
provede pouze jediný závitový řez, který zač ná v poloze nástroje a
konč v „X, Z”. (Vřeteno a pohon posuvu se při tomto závitovém
řezu synchronizuj .)
Parametry
X, Z: průměr, vzdálenost koncového bodu řezu (X rozměr průměru)
F:
posuv na otáčku (stoupán závitu)
B, P: délka rozběhu, doběhu – standardně: 0 (viz „4.8 Závitové
cykly”)
C:
výchoz úhel (začátek závitu lež definovaně k nikoli rotačně
symetrickým prvkům obrysu) – standardně: 0
Q:
č slo vřetena
H:
vztažný směr pro stoupán závitu – standardně: 0
■
H=0: posuv v ose Z (pro axiáln a kuželové závity až do
maximálně +45°/–45° k ose Z
■
H=1: posuv v ose X (pro čeln a kuželové závity až do
maximálně +45°/–45° k ose X
■
H=2: posuv v ose Y
■
H=3: dráhový posuv
E:
proměnné (variabiln ) stoupán – standardně: 0
■
E=0: konstantn stoupán
■
E>0: zvětšuje stoupán s každou otáčkou o E
■
E<0: zmenšuje stoupán s každou otáčkou o E
■
„Stop posuvu” působ na konci řezu
závitu.
■
Override posuvu je neúčinný.
■
Při vypnutém předběžném nastaven
nepouž vejte override vřetena!
■
Závit vyrábějte pomoc G95 (posuv na
otáčku).
4.8 Závitové cykly