8 nástroje, korekce, 6 přkazy k obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 132
4 DIN PLUS
120
4.6.8
Nástroje, korekce
Výměna nástroje – T
CNC PILOT zobraz osazen nástrojů definované v části programu
REVOLVER. Č slo T můžete zadat bu př mo, nebo je zvolit ze
seznamu nástrojů (přep nán klávesou „DALŠÍ”). Viz též „4.2.4
Programován nástrojů”.
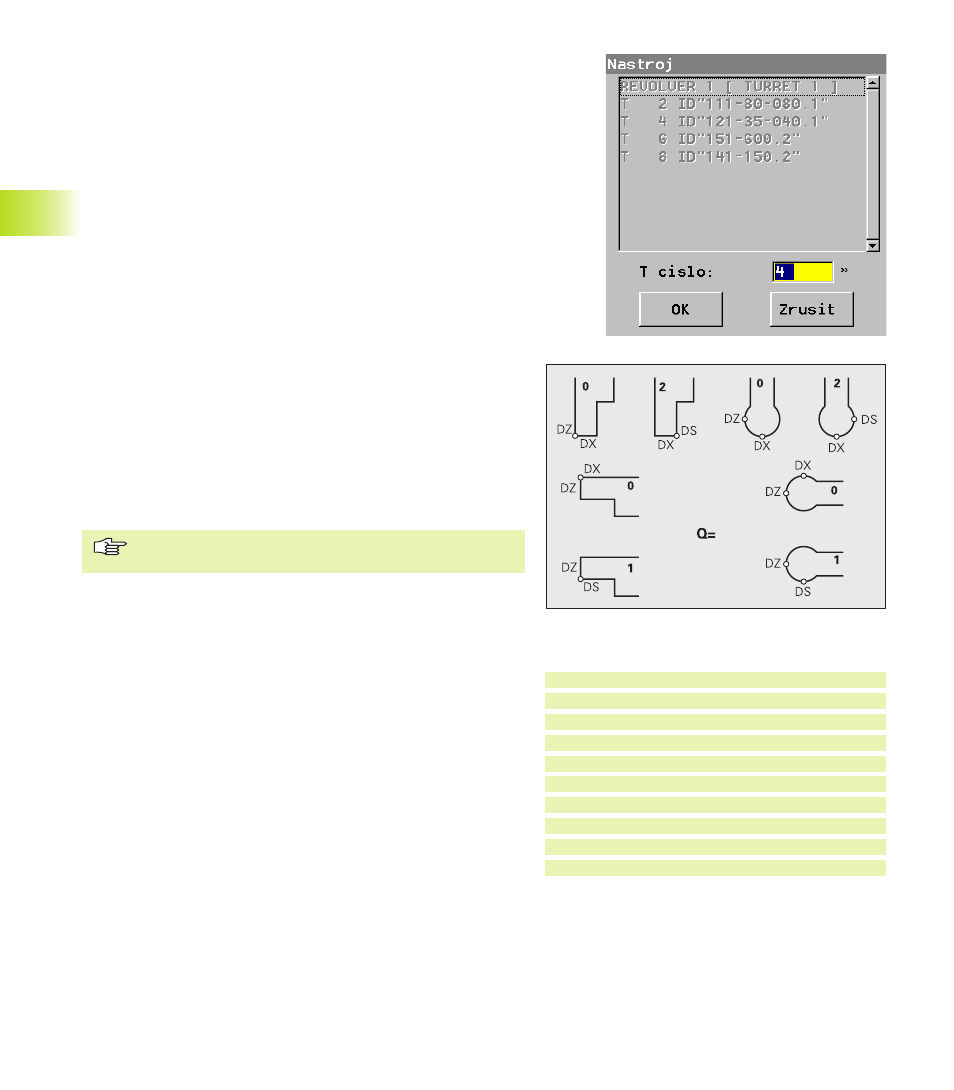
(Změna) korekce břitu G148
„O” definuje korekce na opotřeben nástroje, které je třeba
započ tat. Korekce DX, DZ jsou aktivn při spuštěn programu a po
př kazu T.
Parametry
O:
volba – standardně: 0
■
O=0: DX, DZ aktivn – DS inaktivn
■
O=1: DS, DZ aktivn – DX inaktivn
■
O=2: DX, DS aktivn – DZ inaktivn
Zápichové cykly G860, G866, G869 berou automaticky
v úvahu „správnou” korekci opotřeben .
Aditivn korekce G149
CNC PILOT spravuje 16 na nástroji nezávislých korekčn ch
hodnot. G149 následovaná „č slem D” aditivn korekci aktivuje –
„G149 D900” korekci vyp ná.
Parametr
D:
aditivn korekce – standardně: D900; rozsah: 900..916
Poznámky k programován
■
Korekce se mus „vyjet”, než začne působit. Proto mus te G149
naprogramovat jeden blok před tou drahou pojezdu, v n ž má být
korekce účinná.
■
Aditivn korekce zůstává účinná do:
■
nejbližš ho „G149 D900”
■
nejbližš výměny nástroje
■
konce programu
4.6 Přkazy k obráběn
Př klad
. . .
N.. G1 Z 25
N.. G149 D901
[aktivován korekce]
N.. G1 X50
[”vyjet ” korekce:
poloha X50 + korekce]
N.. G1 Z 50
[obrysový prvek je
opatřen korekc ]
N.. G149 D900
[dezaktivován korekce]
. . .