5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 378
7 Parametry
366
7.5 Parametry obráběn
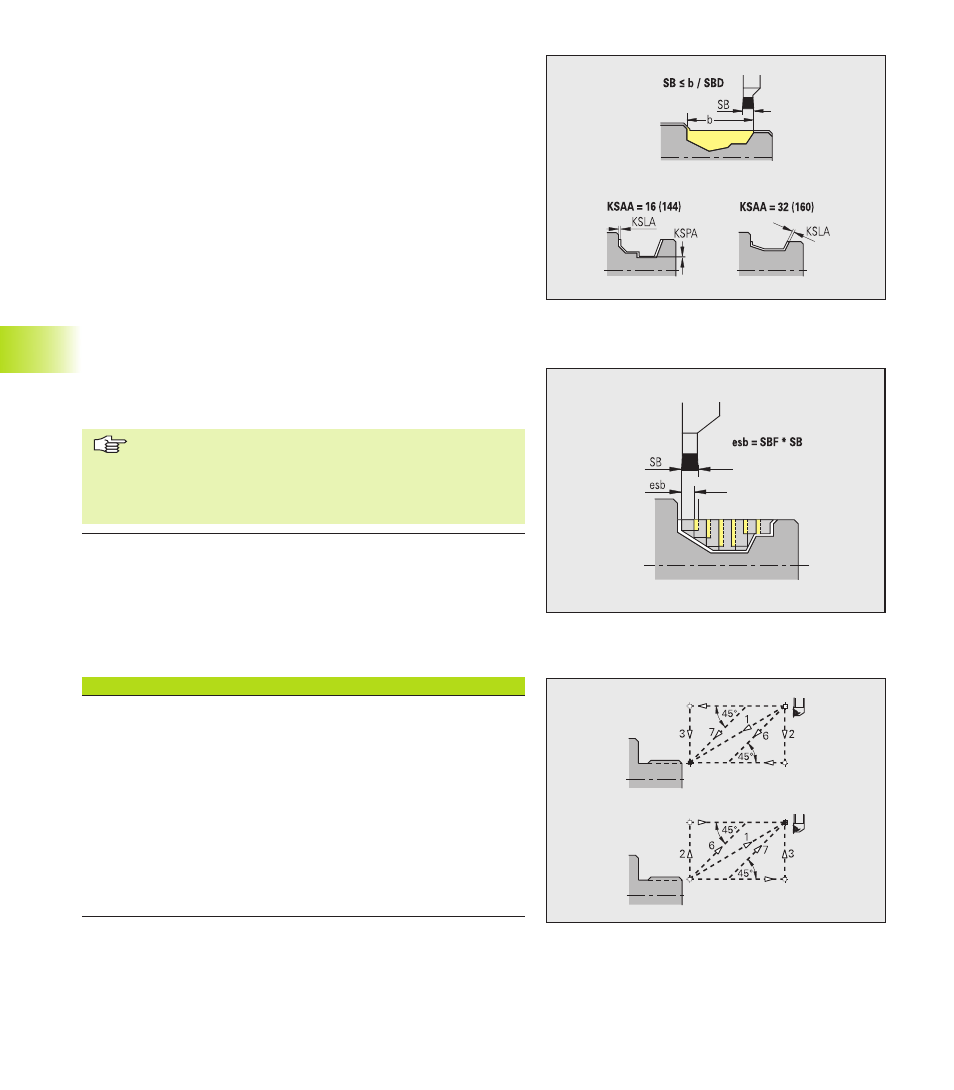
Zapichován a obrysové zapichován – výběr nástrojů,
př davky
Existuj li při druhu obráběn obrysové zapichován pouze lineárn
prvky, avšak žádný s osou rovnoběžný prvek na dně zápichu,
provede se volba nástroje na základě „dělitele š řky zapichován
SBD”.
■
Dělitel š řky zapichován [SBD]
SB <= b / SBD (SB: š řka zápichového nástroje; b: š řka úseku
obráběn
■
Druh př davku [KSAA] – Úsek, který se má obrobit
zapichován m, lze opatřit př davky. Jsou li př davky definovány,
zápich se ohrubuje a pak dokonč druhým pracovn m pochodem.
Zadán :
■
16: rozd lný př davek axiálně/radiálně – žádné jednotlivé
př davky
■
144: rozd lný př davek axiálně/radiálně – s jednotlivými
př davky
■
32: ekvidistantn př davek – žádné jednotlivé př davky
■
160: ekvidistantn př davek – s jednotlivými př davky
■
Ekvidistantně nebo axiálně [KSLA]: ekvidistantn př davek
nebo axiáln př davek
■
Žádný nebo radiáln [KSPA]: radiáln př davek
■
Tyto př davky se berou v úvahu při druhu obráběn
obrysové zapichován v prohlubn ch obrysu.
■
Normované zápichy (př klad: tvary D, S, A) se
zapichuj načisto jedinou operac . Rozdělen na
hrubován a dokončován je možné jen v DIN PLUS.
Zapichován a obrysové zapichován – obráběn
Vyhodnocen : DIN PLUS
■
Činitel š řky zapichován [SBF] – k zjištěn maximáln ho
přesazen u zápichových cyklů (G860, G866).
Plat : esb = SBF * SB (esb: efektivn š řka zápichu (přesazen );
SB: š řka zápichového nástroje)
7 – Soustružen závitů
Soustružen závitů – naj žděn a odj žděn
■
Naj žděn vnějš – závit [ANGA]
■
Naj žděn vnitřn – závit [ANGI]
■
Odj žděn vnějš – závit [ABGA]
■
Odj žděn vnitřn – závit [ABGI]
Způsob najet /odjet :
■
1: směr X a Z současně
■
2: nejprve směr X, pak směr Z
■
3: nejprve směr Z, pak směr X
■
6: vlečen , směr X před směrem Z
■
7: vlečen , směr Z před směrem X
Pohyby při naj žděn a odj žděn prob haj rychloposuvem (G0).